 USD
USD CNY
CNY





Диаметр шпинделя: Φ 130 мм;
Размер рабочего стола: 1800×2000 мм
Ход рабочего стола (X): 2000 мм (опционально 3000/4000 мм);
Вертикальное перемещение передней бабки (Y): 2000 мм (опционально 1600/2500/3000 мм);
Ход колонны (Z): 2000 мм (опционально 1600/2500/3000 мм);
Осевое перемещение шпинделя (W): 800 мм;
Ход поршня (V): 800 мм.
Технические характеристики строгально-фрезерного станка с ЧПУ TK6513
| Items | TK6513 |
| Boring spindle | |
| Boring spindle diameter | Ф130 mm |
| Spindle taper | ISO 50 |
| Shank specification | MAS403 BT50 |
| Main motor power- servo motor | 31 kW |
| Spindle max torque | 3400 Nm |
| Spindle speed | 10-1500 rpm |
| Ram section size | 420×480 mm |
| Worktable | |
| Worktable size | 1800×2000 mm (optional: other size) |
| Max. load capacity | 20000 kg (Adjustable) |
| Table rotation | 360°(random) |
| Travel | |
| Worktable travel ( X axis) | 2000 mm (Optional 3000/4000mm) |
| Vertical travel of boring head (Y axis) | 2000 mm (Optional 2500/3000mm) |
| Boring spindle travel (W axis) | 800 mm |
| Column longitudinal travel (Z axis) | 2000 mm (Optional 1600/2500/3000mm) |
| Ram travel (V axis) | 800 mm(Optional 1000 mm) |
| Worktable rotating (B axis) | 360° |
| Feed and rapid traverse | |
| Feeding speed of X/Y/Z axis | 1~4000 mm/min |
| Feeding speed of V/W axis | 1~3000 mm/min |
| Feeding speed of worktable(B axis) | 0.003-1r/min |
| Rapid traverse of X/Y/Z | 8000 mm/min |
| Rapid traverse of V/W | 6000 mm/min |
| Rapid rotation of B | 1.5 r/min |
| Tool magazine(optional) | |
| Tool number | 40pcs |
| Max. tool diameter | Ø125 mm |
| Max. tool length | 300 mm |
| Max. tool weight | 40 kg |
| ATC time | 15 |
| Accuracy | |
| Positioning accuracy (X/Y/Z) | 0.020 mm |
| Positioning accuracy (V/W) | 0.025 mm |
| Positioning accuracy (B) | 10” |
| Repeatability accuracy (X/Y/Z) | 0.015 mm |
| Repeatability accuracy (V/W) | 0.020 mm |
| Repeatability accuracy (B) | 6” |
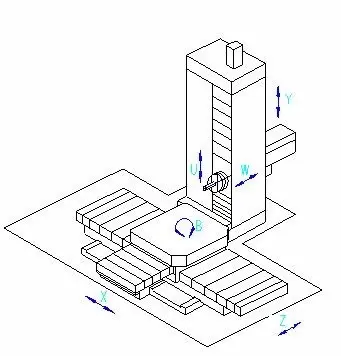
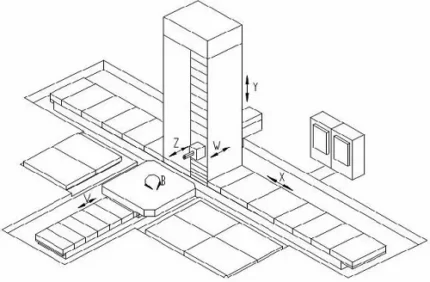
Поперечное перемещение стола (ось X);
Вертикальное перемещение головки шпинделя (ось Y);
Продольное перемещение колонны (ось Z);
Осевое перемещение расточной шпинделя (ось W);
Перемещение ползуна (ось V);
Вращение стола (ось B).
Equipments
| Item 01 | Descriptions | |
| 01.01 | SIEMENS840D sl | |
| 01.02 | SIEMENS AC servo drivers and motors | |
| 01.03 | SIEMENS 1PH Spindle AC servo motor | |
| 01.04 | HEIDENHAIN linear grating scales in X/Y/Z/V axis | |
| 01.05 | HEIDENHAIN angle encoder in B axis | |
| 01.06 | Worktable 1400x1600mm | |
| 01.07 | Manual pulse generator | |
| 01.08 | Automatic lubrication system | |
| 01.09 | X/Y/Z axis guide-way cover | |
| 01.10 | Tri-color light | |
| 01.11 | Electrical cabinet with air conditioner | |
| 01.12 | Tri-color light | |
| 01.13 | Work lamp | |
| 01.14 | Foundation bolts and pads | |
| 01.15 | Socket wrench | |
| 01.16 | Facing head tool post |
Optionals
| Item 02 | Descriptions | |
| 02.01 | Worktable travel ( X axis) extend to 3000/4000mm | |
| 02.02 | Vertical travel of boring head (Y axis) extend to 2500/3000 mm | |
| 02.03 | Ram travel (V axis) extend to 1000 mm | |
| 02.04 | Facing head | |
| 02.05 | Extended milling head | |
| 02.06 | 40 stations ATC | |
| 02.07 | Chip conveyor |
Строгально-фрезерный станок с ЧПУ TK6513
Введение
В условиях быстроразвивающейся промышленности оборудование, способное обеспечить высокую точность и производительность, становится незаменимым. Строгально-фрезерный станок с ЧПУ TK6513 представляет собой уникальное сочетание строгальных и фрезерных операций, что позволяет значительно расширить возможности обработки металлов и других материалов
Основные характеристики
Высокая точность и качество обработки
Строгально-фрезерные станки с ЧПУ оснащены передовыми системами управления, что позволяет достигать высокого качества обработки деталей. Станок обеспечивает минимальные отклонения и высокую повторяемость, что особенно важно для производства сложных и точных компонентов.
Прочная конструкция
Строгально-фрезерные станки с ЧПУ разработаны с учетом самых высоких стандартов качества. Прочная и устойчивая конструкция обеспечивает минимальные вибрации и деформации, что способствует достижению высокой точности обработки даже при выполнении самых сложных операций.
Преимущества использования
Высокая производительность
Благодаря мощным техническим параметрам и возможности выполнения нескольких видов обработки на одном станке, строгально-фрезерный станок с ЧПУ TK6513 обеспечивает высокую скорость выполнения операций и увеличение общего объема производства. Это особенно важно для предприятий, стремящихся к максимальной эффективности своих производственных процессов.
Экономия времени и средств
Сочетание строгальных и фрезерных операций в одном станке позволяет сократить время на переналадку оборудования и транспортировку деталей между различными рабочими участками. Это способствует значительному снижению производственных затрат и повышению общей эффективности работы.
Области применения
Энергетика и машиностроение
В энергетике и машиностроении строгально-фрезерные станки с ЧПУ TK6513 используются для обработки крупных и сложных деталей, таких как генераторы, турбины и другие элементы тяжелого оборудования. Высокая производительность и надежность делают его идеальным выбором для этих отраслей.
Судостроение
В судостроении требуется высокая точность и качество обработки деталей. Строгально-фрезерный станок с ЧПУ TK6513 идеально подходит для изготовления и обработки крупных деталей кораблей и судов, обеспечивая высокую точность и надежность.
1. Основные части: станина, колонна, стол, каретка, головка шпинделя изготовлены из высококачественного чугуна, прошедшего обработку. Примите FEM, чтобы получить максимальную жесткость. Станина имеет закрытую коробочную форму с усиленным стержнем и разумными несколькими опорными точками. Колонна представляет собой большую секцию с усиленным стальным стержнем в поперечном и вертикальном разрезе.
2. Направляющие: Направляющие осей X/Y/V и Z являются составными направляющими (скользящие направляющие с пластиковыми вставками в сочетании с направляющими с роликами). Контакт между роликом и направляющей представляет собой вставки из стальной полосы. Ось U представляет собой импортированную направляющую вкладыша с высокой жесткостью предварительного натяга.
3. Направляющие стола изготовлены из чугуна и политефа, двойной цилиндрический роликовый подшипник обеспечивает стабильность движения, точность позиционирования и грузоподъемность. Обратная связь измерения вращения имеет замкнутый контур управления шкалой Heidenhain с круговой решеткой. Структура привода стола представляет собой плавающее маленькое зубчатое колесо с большим зубчатым колесом, которое может устранить ведомый люфт.
4. Тройная конструкция шпинделя состоит из сверлильного фрезерного шпинделя. Принятие импортного подшипника и тарельчатой пружины зажимного гидравлического свободного метода. Для обработки шпинделя требуется более 30 операций, а его зеркальная поверхность отшлифована и притерта.
5. Вращение сверлильного шпинделя (шпинделя) осуществляется шпиндельным двигателем с регулируемой скоростью Siemens 1PH7, который через коробку передач приводит в движение полый шпиндель, а затем — сверлильный шпиндель. Коробка передач имеет двухступенчатое гидравлическое изменение скорости с широким диапазоном, высоким выходным крутящим моментом. В то же время шпиндельная головка использует метод охлаждения с постоянным масляным циклом, чтобы обеспечить точность расточной шпинделя и надежность вращения, а также уменьшить тепловую трансформацию шпинделя.
6. Подающий механизм движения лейнера: Механизм подачи X, Y, Z, W использует серводвигатель и механизм замедления, который приводит в движение импортный шариковый винт высокой жесткости с предварительным натягом для реализации подачи по каждой оси координат. Структура имеет характеристики разумной и компактной передачи, высокой эффективности передачи и точности передачи. А серводвигатель оси Y имеет функцию торможения, предотвращающую падение шпиндельной коробки при неожиданном отключении питания.
7. Блок балансировки.
1) Блок направленной балансировки веса может гарантировать стабильность вертикального движения шпиндельной бабки.
2) Компенсация баланса ползуна станка: Компенсация баланса плунжера станка использует эксцентриковый механизм компенсации сервопривода. В механизме используется серводвигатель подачи Siemens для привода механизма эксцентрикового вала, расположенного на переднем конце седла плунжера и нижнем конце квадратного плунжера после замедления. Под действием эксцентрика эксцентрикового вала передний конец плунжера выталкивается вверх для достижения компенсации. Механизм компенсации может выполнять автоматическую компенсацию с числовым программным управлением в соответствии с кривой отклонения, создаваемой смещением ползуна. В то же время, чтобы предотвратить царапание нижней направляющей ползуна компенсационным механизмом во время процесса компенсации,
8. Смазка: ведомая шестерня, подшипник головки шпинделя смазываются механическим маслом. Направляющая и винтовой стержень смазываются синхронизирующим смазочным насосом, что гарантирует звуковой эффект.
9. Защита направляющих: задние и передние направляющие станины (оси Z и X) имеют телескопическую крышку, а для направляющих колонны (приближение к шпинделю) ось Y имеет армированную защитную крышку.























Отзывы
Отзывов пока нет.