 USD
USD CNY
CNY





Сверлильный станок с ЧПУ ZK2102A имеет прочную и устойчивую конструкцию, что обеспечивает стабильность и точность во время сверления. Его компактный дизайн позволяет эффективно использовать пространство на производственном поле. Эргономичное расположение элементов управления облегчает работу оператора и повышает производительность.
Двух осевой сверлильный станок с ЧПУ оснащен передней бабкой, поэтому заготовка вращается, а режущий инструмент вращается и подается одновременно, точность очень высока.
Характеристики двух осевого сверлильного станка
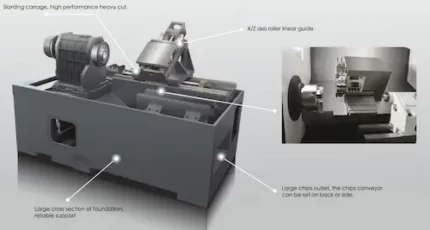
● Корпус станины и корпус коробки изготовлены из высококачественного чугуна с хорошей жесткостью и стабильностью.
● Нет необходимости возвращать режущий инструмент в процессе сверления глубокого отверстия.
● Он принимает систему управления ЧПУ, высокую степень автоматизации.
● Движение подачи приводится в действие серводвигателем переменного тока и шарико-винтовой парой, и это плавное регулирование скорости.
● Он принимает скользящую направляющую, нижнюю часть движущихся частей из специального материала, плавную работу на низкой скорости, без ползания.
● Коробка буровой штанги имеет плавную регулировку скорости.
● Подшипники шпинделя и направляющей имеют автоматическую прерывистую смазку и т. д.
● В системе охлаждения высокого давления используется шестеренчатый насос привода двигателя с преобразователем частоты, а погружной охладитель может контролировать температуру масла.
● Используется автоматический станок для удаления стружки.
● Он имеет полностью закрытую защитную крышку, удобен для наблюдения и имеет хороший внешний вид.
● С несколькими устройствами автоматического мониторинга.
Дополнительный метод обработки
A стандартная конфигурация: вращение заготовки, вращение режущего инструмента и подача с помощью ружейного метода сверления.
B дополнительный метод, фиксированная заготовка, вращающийся режущий инструмент и подача с помощью ручного сверления.
Стандартная конфигурация
Стандартная система числового программного управления KND или GSK980T, передняя бабка, плоский фильтр, ручной импульсный блок управления, опора бурильных труб, автомат для удаления стружки, защитная крышка, централизованная станция смазочного масла, система охлаждения, сигнальные лампы, регулировочные инструменты, рабочее освещение, инструмент подкладной утюг, регулятор температуры масла, гидравлическая система и т. д.
Дополнительная конфигурация
Пистолетные сверлильные инструменты, вспомогательное оборудование, смазочно-охлаждающая жидкость, шлифовальный станок для ножей, шлифовальное устройство, масляный станок, оборудование с барабанным фильтром, оборудование для удаления магнитной стружки, кондиционер с электрическим коробом, система числового управления Siemens, система FANUC с ЧПУ, гидравлическая задняя бабка, зажим.
О однокоординатном станке серии ZK-A, требования к внешнему диаметру заготовки.
| Требования к внешнему диаметру серии ZK2102A | ||||
| Элемент | Две конические пластины по размеру заготовки (размер положения зажима заготовки) | Максимальный внешний размер позиции заготовки (если заготовка является валом лестницы, максимальный размер внешнего диаметра заготовки) | Межосевое расстояние шпинделя | Диаметр заготовки для внешнего диаметра позиции опорной рамы заготовки (используется только для предварительного позиционирования) |
| Двойная ось | Φ85 мм | Φ170 мм | 180 мм | Φ100 мм |
Это означает, что если заготовка представляет собой лестничный вал, размер внешнего диаметра заготовки такой же, как в приведенном выше списке, но размер внешнего диаметра заготовки с двух концов не превышает Φ85 мм.
Опорная рама заготовки используется для предварительной установки заготовки, когда заготовка находится напротив, опорная рама отделяет заготовку, внешний диаметр этой позиции заготовки составляет не более 100 мм.
| ZK21 Стандартный параметр | |||
| Спецификация технологии | ZK2102Ax2 | ZK2103Ax2 | |
| Номер шпиндельной головки | 2 | 2 | |
| Расстояние между шпинделями мм | 120 | 180 | 180 |
| Диапазон диаметров сверления мм | 3-20 | 8-30 | |
| Глубина сверления мм | 440/950/1450/1950 | 440/950/1450/1950 | |
| Скорость вращения шпинделя буровой оправки (бесступенчатая) об / мин | 800-7000 | 600-6000 | |
| Мощность двигателя привода шпинделя коробки сверлильной штанги | 4кВт × 2 | 5.5кВт | |
| Скорость шпинделя передней бабки (фиксированное значение) (стандартная конфигурация с передней бабкой) опционально без передней бабки |
600 | 600 об / мин | |
| Мощность двигателя шпинделя передней бабки | 3 кВт | 2,2 кВт | |
| Диапазон скорости подачи режущего инструмента (бесступенчатый) мм / мин | 5-500 | 5-500 | |
| Режущий инструмент. Скорость быстрого движения каретки подачи м / мин | 3 | 3 | |
| Режущий инструмент Момент двигателя подачи Нм | 7.7 | 10 | |
| Диапазон давления в системе охлаждающей жидкости МПа | 1-10 | 1-10 | |
| Диапазон расхода системы охлаждающей жидкости л / мин | 6-100 | 6-150 | |
| Общая мощность станка | 24 кВт | 28 кВт | |
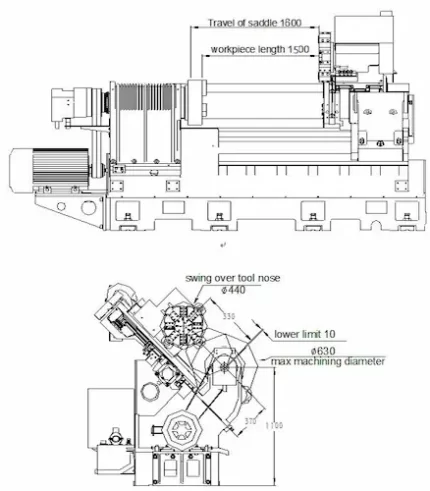
| Габаритные размеры (Д × Ш × В) | 4050/5050×4050×2050 | 4050/5050×4050×2050 | |
| Общий вес (около) | 6t/7t | 6t/7t | |
Точность сверления отверстия
Точность сверления отверстия : IT7-IT10 (хорошее состояние IT7-IT8 ; общее IT9-IT10) ;
Шероховатость : Ra 0,4-3,2 мкм
Отклонение центральной оси :
A 0,25 мм / 500 мм (длина заготовки, диаметр 100 1, однородный материал, подходящая скорость подачи).
B 0,5 мм / 1000 мм (длина заготовки, диаметр 100 1, однородный материал, подходящая скорость подачи).
C 0,5 мм / 500 мм (заготовка не вращается, длина, диаметр 1001, однородный материал, подходящая скорость подачи).
D 1 мм / 1000 мм (заготовка не вращается, длина: диаметр 100 1 , однородный материал, подходящая скорость подачи).
Срок службы режущего инструмента
Длина непрерывной резки 12-20 м (без специального материала).
И режущий инструмент может использовать 50 раз при переточке режущего инструмента, поэтому общая длина резки может быть более 600 м, в хорошем состоянии больше.































Отзывы
Отзывов пока нет.