USD
USD CNY
CNY


Прошивной электроэрозионный станок ZNC D7165: Высокая точность для сложных производственных задач
Прошивной электроэрозионный станок ZNC D7165 — это инновационное оборудование, предназначенное для высокоточной обработки различных материалов, таких как медь, графит, сталь и другие. Этот станок сочетает в себе передовые технологии, высокую производительность и надежность, обеспечивая возможность создания сложных и точных деталей. С помощью ZNC D7165 можно выполнять обработку как полостей, так и специальных отверстий в различных материалах, что делает его незаменимым инструментом для профессионалов в области машиностроения, электроники, а также в производстве сложных компонентов для авиационной и космической промышленности.
Основные особенности ZNC D7165
- Система управления Taiwan C-Tek Станок оснащен передовой системой управления Taiwan C-Tek с модульным контроллером. Это программное обеспечение не только гарантирует высокую точность обработки, но и предоставляет встроенную экспертную базу данных, что упрощает настройку и оптимизацию процессов. Интуитивно понятный интерфейс и совместимость с различными форматами данных делают станок удобным в эксплуатации и позволяет пользователю максимально эффективно использовать его возможности.
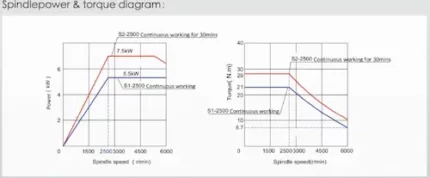
- Серводвигатель японского производства SANYO Для обеспечения высокой динамичности и точности движений на осях станок использует серводвигатели японского производства SANYO. Эти двигатели обеспечивают отличную стабильность и точность работы, а также способны выдерживать большие нагрузки. В дополнение, ZNC D7165 оснащен возможностью использования AC мотора, что расширяет функциональные возможности оборудования.
- Конструкция с высокой жесткостью и долговечностью Станина ZNC D7165 выполнена из высокопрочного материала HT-300 Iron resin, который имеет отличную жесткость и точность. Это позволяет станку сохранять стабильность работы и высокую точность в течение длительного времени. Конструкция использует V-образные направляющие, что минимизирует трение и износ, повышая точность обработки.
- Обработка с высокой точностью и долгосрочная стабильность Для обеспечения длительной точности и сохранения жесткости конструкции, станок подвергается старению (ageing treatment casting). Это гарантирует, что даже при интенсивных нагрузках, станок будет сохранять свою точность на протяжении длительного времени. Такая обработка способствует долговечности станка и позволяет ему работать в условиях постоянных циклов и массового производства.
- Высококачественный импортный масляный насос В ZNC D7165 используется высококачественный масляный насос, который эффективно охлаждает и смазывает рабочие элементы станка. Этот насос снижает износ деталей и способствует стабильной работе оборудования при длительных операциях.
- Трехосевой линейный масштаб Трехосевой линейный масштаб позволяет точно отслеживать движение станка по осям X, Y и Z, обеспечивая высокую точность и стабильность обработки. Это особенно важно при выполнении сложных задач, где необходима высокая точность в каждой операции.
- Многофункциональные возможности ZNC D7165 подходит для обработки различных материалов, таких как медь, графит, сталь, а также для обработки полостей и специальных отверстий. Это делает станок универсальным инструментом для многих отраслей, включая машиностроение, производство электроники и создание сложных деталей для авиационной и космической промышленности.
- Автоматическая система безопасности и сигнализации Встроенная система сигнализации предупреждает оператора о возможных неисправностях или отклонениях в процессе работы. Система аварийного отключения питания и противопожарная защита обеспечивают высокий уровень безопасности, что является важным аспектом в эксплуатации станка.
Преимущества ZNC D7165
- Высокая точность и стабильность: Станок обладает превосходной точностью в процессе обработки, что делает его идеальным для создания сложных и высококачественных деталей.
- Долговечность и надежность: Прочные компоненты и конструкция станка, включая высококачественные масляные насосы и серводвигатели, обеспечивают долгий срок службы оборудования.
- Универсальность: ZNC D7165 способен обрабатывать различные материалы и использоваться для множества операций, что делает его незаменимым инструментом в различных производственных процессах.
- Удобство эксплуатации: Интуитивно понятная система управления с встроенной экспертной базой данных и безопасные функции эксплуатации делают станок удобным и эффективным в работе.
Технические характеристики ZNC D7165
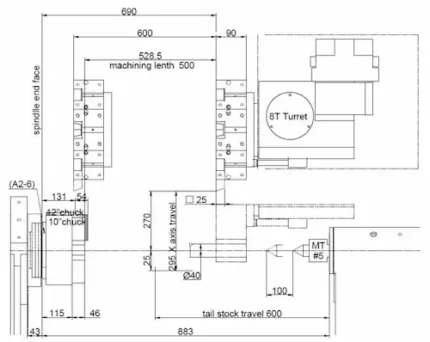
- Размер рабочего стола: 1000 x 550 мм
- Ход по осям X, Y: 600 x 500 мм
- Ход по оси Z: 250 мм
- Ось шпинделя: 300 мм
- Расстояние от электрода до рабочей поверхности: 320-950 мкм
- Размер рабочего бака: 1600 x 920 x 550 мм
- Максимальный вес электрода: 250 кг
Области применения ZNC D7165
Станок ZNC D7165 идеально подходит для использования в таких отраслях, как:
- Машиностроение: для точной обработки сложных деталей.
- Производство электроники: для создания высокоточных компонентов.
- Авиационная и космическая промышленность: для работы с высококачественными и требующими точности материалами.
- Инструментальное производство: для изготовления специализированных инструментов и оснастки.
Станок ZNC D7165 обеспечивает высокую производительность, долговечность и безопасность в процессе работы, что делает его незаменимым инструментом для профессионалов.
| Specification | Unit | D7165 |
| Worktable size | mm | 1000*550 |
| X-Y Stroke | mm | 600*500 |
| Z axis stroke | mm | 250 |
| Spindle head axis | mm | 300 |
| distance from electrode head to worktable | um | 320-950 |
| working tank inner size | mm | 1600*920*550 |
| Max. Electrode weight | kgs | 250 |
| workable loading | kgs | 2500 |
| Machine Overall size | mm | 2050*1850*2450 |
| Machine Weight | kgs | 3500 |
| Processing current | A | 30/50/75/100 |
| Positioning accuracy | mm | 0.005 |
| Repositioning accuracy | mm | 0.003 |
| Max.working speed | mm3/min | 550/750/1050 |
| Max. Roughness | um | Ra:0.2 |
| Max.electrode consumption | <0.2% | |
| Controller Overall Size | mm | 750*650*1750 |
| Controller Weight | kgs | 200 |
| Processing current | A | 30/50/75/100 |
| Positioning accuracy | mm | 0.005 |
| Repositioning accuracy | mm | 0.003 |
| Max.working speed | mm3/min | 550/750/1050 |
| Max. Roughness | um | Ra:0.2 |
| Max.electrode consumption | <0.2% | |
| Controller Overall Size | mm | 750*650*1750 |
| Controller Weight | kgs | 200 |