 USD
USD CNY
CNY



1.Структура
Этот станок представляет собой портальный обрабатывающий центр с неподвижной балкой с ЧПУ и портальной рамной конструкцией, разработанной с использованием зарубежных технологий. Колонна закреплена сбоку станины, балка закреплена на двух колоннах, а на балке установлена расточная и фрезерная головка (шпиндель) штоссельного типа для формирования симметричной конструкции портального каркасного типа, обладающей высокой тепловой симметрией, весь станок обладает высокой жесткостью, хорошей стабильностью. У станка высокие динамические и статические характеристики, а также высокая точность позиционирования.
Тремя координатными осями линейного перемещения станка являются:
(1) Продольное перемещение рабочего стола (ось координат X)
(2) Седло перемещается вдоль балки (ось координат Y)
(3) Осевое перемещение штосселя (ось координат Z)
2.Шпиндель станка
Главный привод использует серводвигатель переменного тока главного вала в качестве источника питания и передает мощность на группу главных валов через коробку передач. Шпиндельная группа изготовлена известными тайваньскими брендами и обладает с высокой точностью и производительностью. Коробка передач и группа шпинделя оборудованы системой постоянного охлаждения для обеспечения равномерной температуры штока, что повышает стабильность точности шпинделя и точность обработки. Компоненты шпиндельной коробки используют двойной балансирующий гидравлический механизм для обеспечения стабильности движения шпиндельной коробки
3.Подача по осям
Привод по оси X — серводвигатель приводит в движение шариковый винт через редуктор, приводя рабочий стол в движение взад и вперед по станине для реализации перемещения подачи по оси X и предварительного натяжения винта для повышения жесткости винтовой пары.
Привод по оси Y — серводвигатель приводит в движение шариковый винт через редуктор, приводя седло в движение влево и вправо по балке для реализации перемещения подачи по оси Y.
Привод по оси Z — серводвигатель приводит в движение шариковый винт через муфту, которая заставляет головку бабки перемещаться вверх и вниз по седлу для осуществления подачи по оси Z. Кроме того, двигатель по оси Z имеет функцию автоматического торможения. В случае отключения питания автоматический тормоз будет плотно удерживать вал двигателя, предотвращая его вращение. Этот вал оснащен механизмом балансировки двойного гидроцилиндра для обеспечения стабильности перемещения штосселя.
4.Основные компоненты
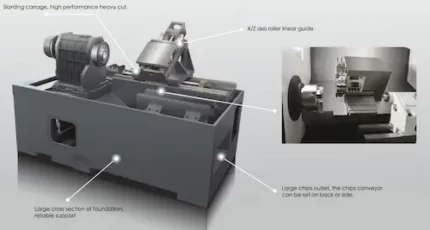
Станина станка, верстак, колонна, балка, штоссель и седло — все это изготовлено из высококачественного чугуна. В общей конструкции станка используется технология анализа конечных элементов FEM и оптимизации для получения более высокой жесткости. Станина и верстак этого станка имеют закрытую коробчатую конструкцию, усиленные ребра жесткости и используется многоточечная опора; колонны и балки имеют большое поперечное сечение, а ребра расположены вертикально и горизонтально, что обеспечивает достаточную прочность на изгиб и кручение, а более высокая жесткость основных деталей позволяет выполнять резку толстых металлов.
5.Направляющие станка
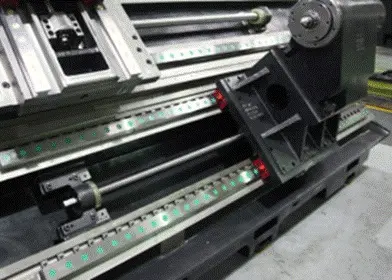
Пара направляющих по оси X — использование двух сверхпрочных линейных направляющих, низкий коэффициент трения, высокая чувствительность стола, низкая вибрация на высокой скорости, отсутствие ползучести на низкой скорости, высокая точность позиционирования, отличные характеристики сервопривода; в то же время большая грузоподъемность, хорошая виброустойчивость при резке могут улучшают эксплуатационные характеристики станка, повышается точность и стабильность работы станка, а также срок службы станка.
Пара направляющих рельсов по оси Y — использует три сверхпрочные линейные направляющие, балка имеет большое сечение, а направляющие рельсы расположены ступенчато, с достаточной жесткостью на изгиб и кручение.
Направляющая рейка по оси Z — для обеспечения плавного резания во время обработки используются две сверхпрочные линейные направляющие рейки.
6.Гидравлическая система и система смазки станка
Основные управляющие компоненты гидравлической системы изготовлены известными китайскими брендами, они хорошо сбалансированы и надежны.
Форма смазки станка: автоматическая направляющая для тонкой масляной смазки для направляющих и шпинделей
7.Система охлаждения и система удаления стружки
Система охлаждения станка использует метод внешнего охлаждения, а охлаждающая жидкость представляет собой эмульгированную неагрессивную жидкость.
Система удаления стружки станка подается к переднему концу станины через конвейеры для стружки с обеих сторон станины, и стружка выгружается в тележку для сбора стружки.
8.Защитное устройство станка
Направляющая станины (ось X) имеет нержавеющую металлическую телескопическую защитную крышку.
Направляющая луча (ось Y) снабжена защитной крышкой органного типа.
Внешняя защита станины выполнена в виде простого ограждения (защищена лишь область выполнения операций и боковая сторона реечного магазина).
9.Электрическая система
Станок оснащен системой ЧПУ Siemens 828D, оснащенной 10,4-дюймовым цветным жидкокристаллическим дисплеем + панелью управления MDI; на передней панели дисплея расположены интерфейс CF-карты и USB-интерфейс, а на задней панели — интерфейс Ethernet и интерфейс RS232C для связи. Интерфейс управления отображается на китайском языке (доступнен английский).
Technical Parameter :
| ITEM | Description | Unit | Technical data | |
| Workbench | Dimensions (length X width ) | mm | 4000 x 2000 | |
| T-slot (size×quantity×spacing) | mm | 22×10×180 | ||
| Weight capacity | Ton | 18 | ||
| Gantry | Distance between two columns | mm | 2800 | |
| Distance from spindle end to worktable | mm | 300~1300 | ||
| Travel | X axis | mm | 4200 | |
| Y axis | mm | 2800+550(Milling head stroke) | ||
| Z axis | mm | 1000 | ||
| Fast Speed | X axis | mm/min | 10000 | |
| Y/Z axis | 12000 | |||
| Feed Speed | X/Y axis | mm/min | 5~8000 | |
| Z axis | 5~8000 | |||
| Spindle | Spindle rated power | Kw | 17/23 | |
| Spindle torque | Nm | 56.4/67.9 | ||
| Spindle speed | rpm | 20000 | ||
| Spindle taper | HSK-A63 | |||
| Ram cross section | mm | 480×410(Second track) | ||
| Precision | positioning accuracy | X | mm | 0.035(full length) |
| Y | mm | 0.025(full length) | ||
| Z | mm | 0.015(full length) | ||
| Repeatability | X/Y/Z | mm | 0.023/0.020/0.015 | |
| Machine tool inspection accuracy standards | GB/T 19362.1—2003 | |||
| Others | Total capacity of machine tool power | KVA | 60 | |
| Air pressure | bar | 6.5 | ||
| Machine weight (approximately) | T | 45 | ||
| Machine size (length X width X height) | mm | 11000*6400*5500 | ||
Standard Equipments
| NO. | Description | Specifications and models | QTY | Maker |
| 1 | Anchor screw | M36×2P×125×Ø17 | 1Set | China |
| 2 | Ground anchor bolts and nuts | M16×500L | 1Set | China |
| 3 | Machine mattress iron | Ø140×Ø22×60 | 1Set | China |
| 4 | Toolbox | Allen wrench 2.5-10
Slotted screwdriver Phillips screwdriver Open-end wrench No. 32 plum open-end wrench Air gun and spring air duct Glass glue |
1 Set | China |
| 5 | Chip conveyor | Two Nut and one Chain + chip picker | 1 Set | China |
| 6 | Spindle oil cooler | Ruike | 1 Set | China |
| 7 | CF card | 2G | 1PCS | China |
| 8 | USB card reader | 1PCS | China | |
| 9 | Cable | 5m | 1PCS | China |
| 10 | Transformer | 60KVA | 1PCS | China |























Отзывы
Отзывов пока нет.