 USD
USD CNY
CNY





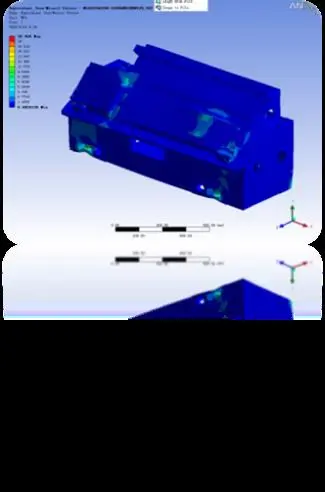
Этот станок спроектирован с вертикальной компоновкой рамы. Колонна установлена на корпусе станка, шпиндельная коробка скользит по колонне, формируя движение по оси Z, седло скользит по корпусу станка, формируя движение по оси Y, рабочий стол скользит по седлу, формируя движение по оси X. Все три оси представляют собой линейные направляющие с более высокой скоростью подачи и более высокой точностью. Используется высококачественный серый чугун для корпуса станка, колонны, седла, рабочего стола, шпиндельной коробки с использованием технологии полимерно-песчаной обработки и двухкратной обработки для устранения внутреннего остаточного напряжения материала. Все эти детали оптимизированы с помощью программного обеспечения SolidWorks, что значительно повышает жесткость и стабильность не только этих деталей, но и всего станка. Также это будет сдерживать деформацию и вибрацию, вызванные резкой. Все важные детали импортированы от всемирно известного бренда, что обеспечивает более высокую стабильность и долговечность станка.
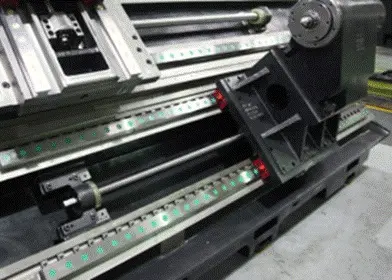
Трехосная система
Все три оси имеют линейную направляющую и конструкцию с большим пролетом для обеспечения высокой точности. Двигатели с 3 осями соединены непосредственно с помощью высокоточного шарикового винта гибкой муфтой без зазора. Каждый шариковый винт с 3 осями импортирован из прецизионного шарикового винта с угловым контактом и подобранных профессиональных подшипников, также мы выполним предварительное натяжение шариковых винтов для повышения точности. Серводвигатель по оси Z имеет функцию автоматического торможения. В случае отключения питания тормоз двигателя может автоматически удерживаться тормозом, чтобы предотвратить его вращение, что играет важную роль в обеспечении безопасности.
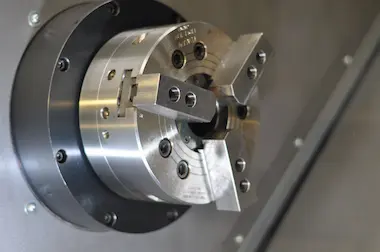
Шпиндельный узел
Шпиндель изготовлен профессиональным производителем для обеспечения высокой точности и жесткости. Шпиндельный подшипник изготовлен всемирно известным брендом высокоточных подшипников и собран при условии постоянной температуры и отсутствия пыли. После этого все шпиндели пройдут проверку на динамический баланс, чтобы убедиться в сроке службы и надежности. Он оснащен системой защиты воздушного цикла низкого давления, которая вдувает воздух низкого давления во внутреннее пространство шпинделя, образуя воздушный защитный слой для предотвращения попадания пыли и охлаждающей жидкости в шпиндель. В этом случае подшипник шпинделя будет работать в условиях отсутствия загрязнения окружающей среды, что защитит шпиндельный узел и увеличит срок службы шпинделя. Скорость вращения шпинделя может быть изменена без шага в пределах диапазона скоростей вращения шпинделя, который регулируется внутренним кодированием двигателя с функцией ориентации шпинделя и жесткой нарезки резьбы.
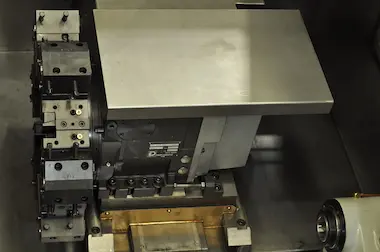
Стандартная емкость инструментального магазина этого станка составляет 24 тонны и монтируется на боковой стойке. Когда он меняет инструмент, привод инструментальной пластины и позиционируется с помощью кулачкового механизма фрезерования с приводом от двигателя, после того, как шпиндель достигнет положения смены инструмента, ATC выполнит смену инструмента и отправит команду на действие инструмента. ATC является кулачковым механизмом фрезерования и производит предварительное натяжение, после чего может вращаться с высокой скоростью, что лучше для быстрой и правильной смены инструмента.
Система охлаждения
Станок оснащен вертикальным погружным охлаждающим насосом с большим расходом и резервуаром для воды большой емкости. Скорость охлаждающего насоса составляет 2 м3/ч, что обеспечивает достаточное рециркуляционное охлаждение. На торцевой поверхности шпиндельной коробки имеется охлаждающая насадка, которая может подавать воздушную и водяную охлаждающую жидкость для инструмента и заготовок. Оснащен пневматическим пистолетом для очистки станка и обрабатываемых деталей.
Защита станка
Используется стандартный защитный экран для станка, который может не только защитить от брызг охлаждающей жидкости, но и обеспечить безопасность эксплуатации. Каждая направляющая оснащена защитным экраном, предотвращающим попадание охлаждающей жидкости и режущей детали во внутреннее пространство и снижающим износ и эрозию направляющей и шарикового винта.
Система смазки
Направляющая и шариковый винт оснащены центральной системой смазки и объемным маслоотделителем в каждом узле, который может подавать масло в фиксированных количествах и в определенное время, чтобы обеспечить смазку каждой поверхности ползуна и снизить затраты на изготовление. Это повысит точность и увеличит срок службы шарикового винта и направляющей.
Пневматическая система
Пневматический агрегат может фильтровать примеси и влагу в источнике газа, чтобы избежать повреждения и эрозии деталей станка. Каждый раз, когда шпиндель меняет инструмент, из центра шпинделя подается чистый сжатый воздух для очистки внутреннего отверстия шпинделя и хвостовика инструмента, что обеспечивает высокую жесткость комбинации шпинделя и инструмента. Это увеличит срок службы шпинделя.
Параметры:
|
Item |
Unit |
VMC640L |
VMC640LH |
VMC850L |
VMC1000L |
|
Worktable |
|||||
|
Worktable size |
mm |
400×900 |
400×900 |
500×1000 |
500×1200 |
|
T-slot(N×W×D) |
mm |
3×18×100 |
3×18×100 |
5×18×100 |
5×18×100 |
|
Travel |
|||||
|
X axis travel |
mm |
640 |
640 |
850 |
1000 |
|
Y axis travel |
mm |
400 |
400 |
500 |
500 |
|
Z axis travel |
mm |
400 |
500 |
600 |
600 |
|
Machining range |
|||||
|
Distance from spindle center to column front |
mm |
440 |
476 |
572 |
572 |
|
Distance from spindle end to work table |
mm |
120-520 |
120-620 |
120-720 |
120-720 |
|
Machine dimension |
|||||
|
L×W×H |
mm |
2200×2100×2500 |
2200×2100×2550 |
2540×2320×2780 |
3080×2320×2780 |
|
Machine weight |
|||||
|
Max. load bearing of worktable |
kg |
350 |
350 |
500 |
600 |
|
Machine weight |
kg |
3900 |
4100 |
5200 |
5600 |
|
Spindle |
|||||
|
Spindle hole taper |
BT40 |
BT40 |
BT40 |
BT40 |
|
|
Spindle power |
kw |
5.5 |
5.5 |
7.5/11 |
7.5/11 |
|
Max. spindle speed |
rpm |
8000/10000 |
8000/10000 |
8000/10000 |
8000/10000 |
|
Feed(direct drive) |
|||||
|
Max. feed speed |
Mm/min |
10000 |
12000 |
12000 |
12000 |
|
Rapid feed speed (X/Y/Z) |
m/min |
20/20/10 |
30/30/24 |
32/32/30 |
32/32/30 |
|
Ball screw (diameter + lead) |
|||||
|
X axis ball screw |
3210 |
3212 |
4016 |
4016 |
|
|
Y axis ball screw |
3210 |
3212 |
4016 |
4016 |
|
|
Z axis ball screw |
3210 |
4012 |
4016 |
4016 |
|
|
Tool Magazine |
|||||
|
Tool magazine capacity |
T |
16 |
16 |
24 |
24 |
|
Tool change time |
s |
2.5 |
2.5 |
2.5 |
2.5 |
|
Positioning accuracy (National standard) |
|||||
|
Positioning accuracy (X/Y/Z) |
mm |
0.008 |
0.008 |
0.008 |
0.008 |
|
Re-positioning accuracy(X/Y/Z) |
mm |
0.005 |
0.005 |
0.005 |
0.005 |

























Отзывы
Отзывов пока нет.