USD
USD CNY
CNY




Гидравлический разматыватель-выпрямитель USHL-150 — USHL-400
В современном производственном процессе важнейшую роль играет правильное обращение с материалами, особенно когда речь идет о рулонах металла или других гибких материалах. Для того чтобы обеспечить точную и стабильную подачу материала, а также снизить вероятность повреждений, необходимы специализированные устройства. Одним из таких решений является гидравлический разматыватель-выпрямитель USHL-150 — USHL-400.
Эти устройства представляют собой высокотехнологичное оборудование, предназначенное для разматывания и выпрямления материала с высокой степенью точности и эффективности.
Что такое гидравлический разматыватель-выпрямитель?
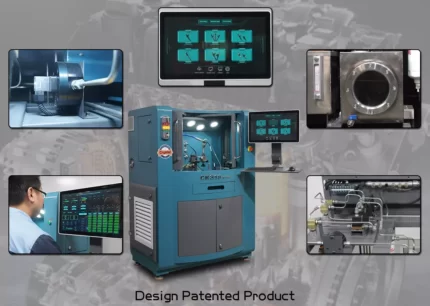
Гидравлические разматыватели-выпрямители USHL-150 — USHL-400 — это устройства, используемые для разматывания рулонов материала и его выпрямления перед дальнейшей обработкой, например, резкой, сваркой или прокаткой. Эти машины оснащены гидравлическими системами, которые обеспечивают стабильную работу при больших нагрузках и гарантируют высокую точность в процессе разматывания.
Гидравлические разматыватели-выпрямители могут работать с материалами разных типов и толщины, включая сталь, алюминий, медь, а также с пластмассами и композитами. Устройства идеально подходят для работы в тяжелых производственных условиях, таких как металлургические предприятия, прокатные цеха, а также для упаковочной и строительной отраслей.
Преимущества гидравлических разматывателей-выпрямителей USHL-150 — USHL-400
- Повышенная производительность: Эти устройства могут работать с высокоскоростными процессами разматывания, что значительно увеличивает общую производительность на предприятии.
- Минимизация дефектов материала: Система выпрямления с высокой точностью предотвращает образование дефектов и повреждений на материале, что особенно важно для дальнейшей обработки.
- Низкие эксплуатационные затраты: Благодаря эффективному использованию гидравлической энергии и долговечности системы, эксплуатационные расходы снижаются.
- Легкость в обслуживании: Разматыватели-выпрямители имеют удобный доступ для технического обслуживания и не требуют сложного ухода.
- Универсальность: Устройства могут использоваться в самых различных отраслях, от металлургии до упаковочной промышленности.
- Снижение уровня шума: Современные технологии и гидравлические системы уменьшают уровень шума при работе, создавая более комфортные условия для оператора.
Области применения гидравлических разматывателей-выпрямителей USHL-150 — USHL-400
1. Металлургическая промышленность
Гидравлические разматыватели-выпрямители USHL-150 и USHL-400 находят широкое применение в металлургической промышленности, где требуется выпрямление рулонов стали, алюминия и других металлов перед их дальнейшей обработкой, прокаткой или сваркой.
2. Производственные и машиностроительные предприятия
На производственных предприятиях устройства используются для подготовки материалов к дальнейшей обработке. Это могут быть как тонкие листы металла для штамповки, так и толстые полосы для сварки и других тяжелых операций.
3. Упаковочная промышленность
В упаковочной промышленности гидравлические разматыватели применяются для работы с гибкими материалами, такими как пленка, фольга или другие упаковочные материалы. Высокая точность и стабильность работы этих устройств позволяют создавать качественную продукцию с минимальными отклонениями.
4. Строительство
В строительной отрасли гидравлические разматыватели используются для подготовки материалов для сварки и монтажа, таких как арматурные стержни, металлические полосы и другие строительные материалы.
5. Автомобильная промышленность
Гидравлические разматыватели-выпрямители также активно используются в автомобильной промышленности, где требуется выпрямление металлов для последующей сборки или производства различных компонентов, включая кузовные детали.
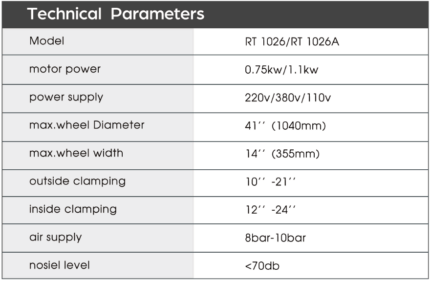
1. Рихтовальные станки этой серии специально разработаны для тонких материалов, таких как нержавеющая сталь, медь, железо и алюминий, что позволяет достичь идеального эффекта выравнивания.
2. Станки для разматывания и выравнивания интегрированы, что обеспечивает экономию места, быструю и удобную эксплуатацию, двойную регулировку скорости преобразования частоты и более стабильную работу.
3. Для коррекции и регулировки оборудования используется плавающее четырехточечное устройство точной регулировки баланса с циферблатным индикатором, которое можно быстро найти и выровнять.
4. В дополнение к верхнему и нижнему корректирующим роликам внутри корректирующего станка может быть установлено вспомогательное колесо коррекции, чтобы предотвратить изгиб и деформацию корректирующего ролика из-за чрезмерного давления, повысить прочность коррекции и срок службы корректирующего ролика, а также улучшить требования к плоскостности поверхности пластины.
5. Верхний и нижний ролики станка оснащены универсальными шарнирами и зубчатыми передачами с полной передачей, чтобы избежать таких недостатков, как потеря мощности и царапание поверхности материала, вызванные пассивным вращением роликов на обычном оборудовании.
6. Скорость коррекции контролируется преобразователем частоты и может свободно регулироваться в сочетании со скоростью подачи.
Процесс штамповки автомобильных деталей обычно включает в себя четыре процесса: процесс вытяжки, процесс обрезки, процесс штамповки и процесс отбортовки. Каждому процессу соответствует набор пресс-форм. Иногда, в целях экономии затрат, набор пресс-форм для последующего процесса обрезки и штамповки изготавливают и прессуют в три процесса.
Процесс вытяжки является основным процессом формования. В процессе вытяжки в основном формируется основная форма деталей. Кроме того, детали после волочения могут приобрести определенную прочность и жесткость за счет деформационного упрочнения.
Процесс обрезки заключается главным образом в том, чтобы срезать лишние вспомогательные материалы в процессе волочения, такие как ребро волочения, обрабатываемая дополнительная поверхность и т.д.
Как следует из названия, процесс штамповки заключается в пробивании отверстий в деталях. Для некоторых сложных форм для изготовления внутренних пластин дверей в процессе штамповки может потребоваться пробить более 100 отверстий, что требует высокой точности и является сложным в обработке.