 USD
USD CNY
CNY





|
No. |
Specification |
Unit |
Machine Model |
||
|
MT300E |
|||||
|
1 |
Max. Punch Force |
kN |
300 |
||
|
2 |
Main Driving Type |
/ |
Single-motor driven |
||
|
3 |
CNC System |
/ |
FANUC CNC system |
||
|
4 |
Max. Sheet Processing Size |
mm |
1250*5000 (with one reposition) |
1500*5000 (with one reposition) |
|
|
5 |
No. of Clamp |
no. |
3 |
||
|
6 |
Max. Processing Sheet Thickness |
mm |
3.2/6.35 |
||
|
7 |
Max. Punch Diameter per Time |
mm |
Φ88.9 |
||
|
8 |
Main Striker Stroke |
mm |
32 |
||
|
9 |
Max. Punch Hit at 1mm Pace |
hpm |
780 |
||
|
10 |
Max. Punch Hot at 25mm Pace |
hpm |
400 |
||
|
11 |
Max. Nibbling Speed |
hpm |
1800 |
||
|
12 |
No. of Repositioning Cylinder |
set |
2 |
||
|
13 |
No. of Station |
no. |
32 |
||
|
14 |
No. of AI |
no. |
2 |
||
|
15 |
No. of Controlling Axis |
no. |
5(X、Y、V、T、C) |
||
|
16 |
Tooling Type |
/ |
Long Type |
||
|
17 |
Worktable Type |
/ |
Below 3.2mm: |
||
|
Above 3.2mm: |
|||||
|
18 |
Max. Feeding Speed |
X Axis |
m/min |
80 |
|
|
Y Axis |
60 |
||||
|
XY Combined |
100 |
||||
|
19 |
Turret Speed |
rpm |
30 |
||
|
20 |
Tooling Rotation Speed |
rpm |
60 |
||
|
21 |
Accuracy |
mm |
±0.1 |
||
|
22 |
Max. Load Capacity |
Kg |
100/150 for ball worktable |
||
|
23 |
Main Motor Power |
kVA |
45 |
||
|
24 |
Tooling mode |
/ |
independent fast disassembly type |
||
|
25 |
Air Pressure |
MPa |
0.55 |
||
|
26 |
Air Consumption |
L/ min |
250 |
||
|
27 |
CNC Memory Capacity |
/ |
512k |
||
|
28 |
Clamp dead zone detection |
/ |
Y |
||
|
29 |
Sheet-anti-stripping Switch |
/ |
Y |
||
|
30 |
Anti-Sheet-Deformation Switch |
/ |
Y |
||
|
31 |
Outline Dimension |
mm |
5350×5200×2360 |
5850×5200×2360 |
|
|
No. |
Name |
Brand |
Gauge |
||
|
1 |
CNC System |
FANUC |
OI-PF |
||
|
2 |
Servo Driver |
FANUC |
AISV |
||
|
3 |
Servo Motor (X/Y/C/T axis) |
FANUC |
AIS(X、Y、T、C) |
||
|
4 |
Guideway |
THK |
HSR35A6SSC0+4200L (X:2500) |
||
|
HSR35A3SSC1+2060L-Ⅱ (Y:1250) |
|||||
|
HSR35A3SSC1+2310L-Ⅱ (Y:1500) |
|||||
|
5 |
Ballscrew |
THK |
BLK4040-3.6G0+3016LC7 (X:2500) |
||
|
BLK3232-7.2ZZ+1735LC7T (Y:1250) |
|||||
|
BLK3232-7.2ZZ+1985LC7T (Y:1500) |
|||||
|
6 |
Precise Bearing |
NSK/Koyo |
25TAC62BDFC10PN7B/SAC2562BDFMGP4Z |
||
|
30TAC62BDFC10PN7B/SAC3062BDFMGP4Z |
|||||
|
7 |
Pneumatic parts |
Three-joint |
SMC |
AC30A-03D |
|
|
Solenoid valve |
SY5120-5D-01 |
||||
|
Muffler |
AN10-01 |
||||
|
Cylinder |
CP96SDB40-80-A93L |
||||
|
8 |
Electrical System |
Breaker |
Schneider |
/ |
|
|
Contact |
Schneider |
/ |
|||
a. Ход пуансона может быть выбран автоматически в зависимости от толщины листа, что повышает эффективность работы.
b. Скорость перфорации регулируется в каждой точке каждой отдельной станции.
c. Станок может работать на высокой скорости во время холостого хода и на низкой скорости во время реального перфорации, таким образом, качество перфорации может быть эффективно улучшено, и во время перфорации действительно нет шума.
Система оснащена устройствами защиты от перегрузки по току и механической перегрузки.
Усилие пробивки может автоматически регулироваться в зависимости от толщины листа и скорости движения штосселя, чтобы качество пробивки достигало высокого уровня.

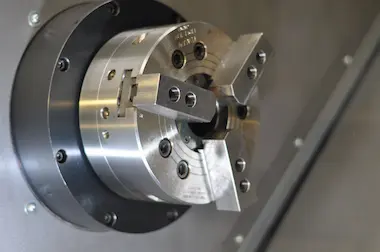
2. Револьверная головка со втулкой обрабатывается попарно
Револьверная головка обрабатывается специальным устройством для обеспечения соосности верхней и нижней револьверных головок и увеличения срока службы оснастки; револьверная головка со втулкой упрощает конструкцию револьверной головки для увеличения срока службы; для повышения точности направления и увеличения срока службы оснастки (для толстых листов) можно использовать длинную оснастку.


3. Импортированные пневматические, смазочные и электрические компоненты обеспечивают надежность всего станка.
4. Большая направляющая и шариковый винт из Японии или Германии обеспечивают высокую точность подачи.


5. Рабочий стол, смешанный с жесткой щеткой и шариками, снижает шум и вибрацию во время работы, а также защищает поверхность листа.
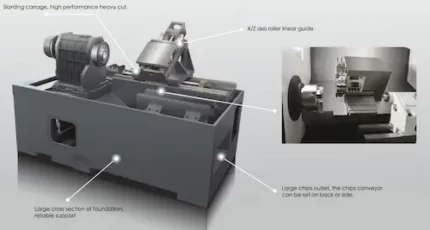
6. Сварная рама О-образного типа дважды подвергалась вибрации, напряжение было полностью устранено. Рамка обрабатывается немецким центром обработки двухсторонних пентаэдров SHW за один раз, нет необходимости выполнять повторное позиционирование.
7. Плавающий зажим с большим усилием зажима обеспечивает стабильную подачу; встроенная каретка обеспечивает хорошую жесткость и удобное перемещение зажима.
8. Система оснащена функцией автоматической защиты зажима, позволяющей избежать повреждения инструмента и зажима, обеспечивая непрерывную работу программы.
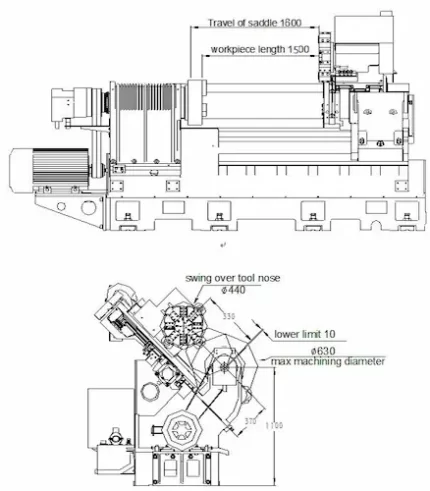
9. Автоиндексатор оснащен высокоточным червячным колесом и червячным механизмом, обеспечивающим высокоточную индексацию. Максимальный диаметр инструмента может достигать 88,9 мм, а автоиндексатор может быть расширен до 4 nos.
10. Интегрированная конструкция балки позволяет объединить каретку и балку в одну деталь, повышая жесткость и обеспечивая точное позиционирование. Станок может работать гораздо стабильнее при высокоскоростной подаче, и это устраняет отклонение осей X и Y.
11. Ось X: использует серводвигатель для управления высокоточной командой шариков, а каретка отличается высокой жесткостью и легким дизайном. Ось Y: серводвигатель непосредственно управляет подающей стойкой, которая соединена с направляющей станка, балка разъемного типа закреплена на подающей стойке, и действующее усилие будет передаваться на раму станка через подающую стойку и направляющую, чтобы уменьшить собственную вибрацию балки. Эта конструкция отличается хорошей жесткостью, малым весом, низкой гравитацией и хорошей динамической реакцией во всей системе подачи, стабильной работой и хорошей точностью.
12. Применена центральная система смазки, которая направляет консистентную смазку непосредственно в соответствующую точку смазки, уменьшая трение каждой рабочей пары и увеличивая срок службы.
13. Применены переключатель защиты от деформации листа и переключатель защиты от зачистки листа.
























Отзывы
Отзывов пока нет.