 USD
USD CNY
CNY





Диаметр шпинделя: Φ160 мм;
Размер рабочего стола: 2000×2000 мм;
рабочего стола(X): 2000 мм (опционально 3000/4000 мм);
Вертикальное перемещение передней бабки (Y): 2000 мм (опционально 1600/2500/3000 мм);
Перемещение колонны (Z): 2000 мм (опционально 1600/2500/3000 мм);
Шпиндель осевой ход (W): 800 мм;
Ход поршня (V): 800 мм.
Технические характеристики строгально-фрезерного станка с ЧПУ TK6516
| Items | TK6516 |
| Boring spindle | |
| Boring spindle diameter | Ф160 mm |
| Spindle taper | ISO 50 |
| Shank specification | MAS403 BT50 |
| Main motor power- servo motor | 44 kW |
| Spindle max torque | 4800 Nm |
| Spindle speed | 10-1500 rpm |
| Ram section size | 420×480 mm |
| Worktable | |
| Worktable size | 2000×2000 mm |
| Max. load capacity | 20000 kg (Adjustable) |
| Table rotation | 360°(random) |
| Travel | |
| Worktable travel ( X axis) | 2000 mm (Optional 3000/4000mm) |
| Vertical travel of boring head (Y axis) | 2000 mm (Optional 2500/3000mm) |
| Boring spindle travel (W axis) | 800 mm |
| Column longitudinal travel (Z axis) | 2000 mm (Optional 1600/2500/3000mm) |
| Ram travel (V axis) | 800 mm(Optional 1000 mm) |
| Worktable rotating (B axis) | 360° |
| Feed and rapid traverse | |
| Feeding speed of X/Y/Z axis | 1~4000 mm/min |
| Feeding speed of V/W axis | 1~3000 mm/min |
| Feeding speed of worktable(B axis) | 0.003-1r/min |
| Rapid traverse of X/Y/Z | 8000 mm/min |
| Rapid traverse of V/W | 6000 mm/min |
| Rapid rotation of B | 1.5 r/min |
| Tool magazine(optional) | |
| Tool number | 40pcs |
| Max. tool diameter | Ø125 mm |
| Max. tool length | 300 mm |
| Max. tool weight | 40 kg |
| ATC time | 15 |
| Accuracy | |
| Positioning accuracy (X/Y/Z) | 0.020 mm |
| Positioning accuracy (V/W) | 0.025 mm |
| Positioning accuracy (B) | 10” |
| Repeatability accuracy (X/Y/Z) | 0.015 mm |
| Repeatability accuracy (V/W) | 0.020 mm |
| Repeatability accuracy (B) | 6” |
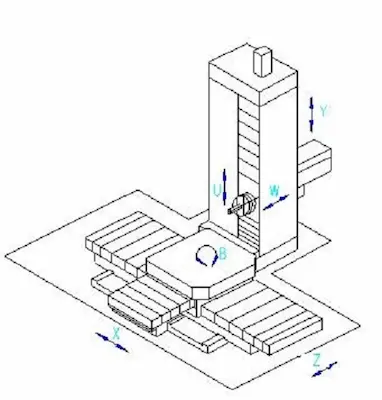
Поперечное перемещение стола (ось X);
Вертикальное перемещение шпиндельной бабки (ось Y);
Продольное перемещение колонны (ось Z);
Осевое перемещение расточного шпинделя (ось W);
Перемещение ползуна (ось V);
Вращение стола (B) ось).
Equipments
| Item 01 | Descriptions | |
| 01.01 | SIEMENS840D sl | |
| 01.02 | SIEMENS AC servo drivers and motors | |
| 01.03 | SIEMENS 1PH Spindle AC servo motor | |
| 01.04 | HEIDENHAIN linear grating scales in X/Y/Z/V axis | |
| 01.05 | HEIDENHAIN angle encoder in B axis | |
| 01.06 | Worktable 1400x1600mm | |
| 01.07 | Manual pulse generator | |
| 01.08 | Automatic lubrication system | |
| 01.09 | X/Y/Z axis guide-way cover | |
| 01.10 | Tri-color light | |
| 01.11 | Electrical cabinet with air conditioner | |
| 01.12 | Tri-color light | |
| 01.13 | Work lamp | |
| 01.14 | Foundation bolts and pads | |
| 01.15 | Socket wrench | |
| 01.16 | Facing head tool post |
Optionals
| Item 02 | Descriptions | |
| 02.01 | Worktable travel ( X axis) extend to 3000/4000mm | |
| 02.02 | Vertical travel of boring head (Y axis) extend to 2500/3000 mm | |
| 02.03 | Column longitudinal travel extend to 1600/2500/3000 mm | |
| 02.04 | Ram travel (V axis) extend to 1000 mm | |
| 02.05 | Facing head | |
| 02.06 | Extended milling head | |
| 02.07 | 40 stations ATC | |
| 02.08 | Chip conveyor |
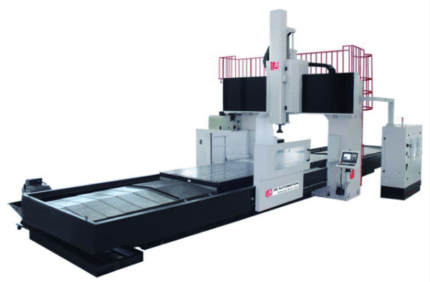
Строгально-фрезерный станок с ЧПУ TK6516
Введение
В условиях быстроразвивающейся промышленности оборудование, способное обеспечить высокую точность и производительность, становится незаменимым. Строгально-фрезерный станок с ЧПУ TK6516 представляет собой уникальное сочетание строгальных и фрезерных операций, что позволяет значительно расширить возможности обработки металлов и других материалов
Основные характеристики
Высокая точность и качество обработки
Строгально-фрезерные станки с ЧПУ TK6516 оснащены передовыми системами управления, что позволяет достигать высокого качества обработки деталей. Станок обеспечивает минимальные отклонения и высокую повторяемость, что особенно важно для производства сложных и точных компонентов.
Прочная конструкция
Строгально-фрезерные станки с ЧПУ разработаны с учетом самых высоких стандартов качества. Прочная и устойчивая конструкция обеспечивает минимальные вибрации и деформации, что способствует достижению высокой точности обработки даже при выполнении самых сложных операций.
Преимущества использования
Высокая производительность
Благодаря мощным техническим параметрам и возможности выполнения нескольких видов обработки на одном станке, строгально-фрезерный станок с ЧПУ TK6516 обеспечивает высокую скорость выполнения операций и увеличение общего объема производства. Это особенно важно для предприятий, стремящихся к максимальной эффективности своих производственных процессов.
Экономия времени и средств
Сочетание строгальных и фрезерных операций в одном станке позволяет сократить время на переналадку оборудования и транспортировку деталей между различными рабочими участками. Это способствует значительному снижению производственных затрат и повышению общей эффективности работы.
Области применения
Энергетика и машиностроение
В энергетике и машиностроении строгально-фрезерные станки с ЧПУ используются для обработки крупных и сложных деталей, таких как генераторы, турбины и другие элементы тяжелого оборудования. Высокая производительность и надежность делают его идеальным выбором для этих отраслей.
Судостроение
В судостроении требуется высокая точность и качество обработки деталей. Строгально-фрезерный станок с ЧПУ TK6516 идеально подходит для изготовления и обработки крупных деталей кораблей и судов, обеспечивая высокую точность и надежность.
1. Основные части: станина, колонна, стол, каретка, головка шпинделя изготовлены из высококачественного чугуна, прошедшего обработку. Примите FEM, чтобы получить максимальную жесткость. Станина имеет закрытую коробчатую форму с усиленным стержнем и разумными несколькими опорными точками. Колонна представляет собой большую секцию с усиленным стальным стержнем в поперечном и вертикальном разрезе.
2. Направляющие: Направляющие осей X/Y/V и Z являются составными направляющими (скользящие направляющие с пластиковыми вставками в сочетании с направляющими с роликами). Контакт между роликом и направляющей представляет собой вставки из стальной полосы. Ось U представляет собой импортированную направляющую вкладыша с высокой жесткостью предварительного натяга.
3. Направляющие стола изготовлены из чугуна и политефа, двойной цилиндрический роликовый подшипник обеспечивает стабильность движения, точность позиционирования и грузоподъемность. Обратная связь измерения вращения имеет замкнутый контур управления шкалой Heidenhain с круговой решеткой. Структура привода стола представляет собой плавающее маленькое зубчатое колесо с большим зубчатым колесом, которое может устранить ведомый люфт.
4. Тройная конструкция шпинделя состоит из сверлильного фрезерного шпинделя. Принятие импортного подшипника и тарельчатой пружины зажимного гидравлического свободного метода. Материал шпинделя – 38CrMoAlA, азотированная сталь электрошлакового рафинирования. Для обработки шпинделя требуется более 30 операций, а его зеркальная поверхность отшлифована и притерта.
5. Вращение сверлильного шпинделя (шпинделя) осуществляется шпиндельным двигателем с регулируемой скоростью Siemens 1PH7, который через коробку передач приводит в движение полый шпиндель, а затем — сверлильный шпиндель. Коробка передач имеет двухступенчатое гидравлическое изменение скорости с широким диапазоном, высоким выходным крутящим моментом. В то же время шпиндельная головка использует метод охлаждения с постоянным масляным циклом, чтобы обеспечить точность расточной шпинделя и надежность вращения, а также уменьшить тепловую трансформацию шпинделя.
6. Подающий механизм движения лейнера: Механизм подачи X, Y, Z, W использует серводвигатель и механизм замедления, который приводит в движение импортный шариковый винт высокой жесткости с предварительным натягом для реализации подачи по каждой оси координат. Структура имеет характеристики разумной и компактной передачи, высокой эффективности передачи и точности передачи. А серводвигатель оси Y имеет функцию торможения, предотвращающую падение шпиндельной коробки при неожиданном отключении питания.
7. Балансировочный узел:
1) Направленный балансировочный узел может гарантировать стабильность вертикального движения шпиндельной головки.
2) Компенсация баланса ползуна станка: Компенсация баланса плунжера станка использует эксцентриковый механизм компенсации сервопривода. В механизме используется серводвигатель подачи Siemens для привода механизма эксцентрикового вала, расположенного на переднем конце суппорта плунжера и нижнем конце квадратного плунжера после замедления. Под действием эксцентрика эксцентрикового вала передний конец плунжера выталкивается вверх для достижения компенсации. Механизм компенсации может выполнять автоматическую компенсацию с числовым программным управлением в соответствии с кривой отклонения, создаваемой смещением ползуна. В то же время, чтобы предотвратить царапание нижней направляющей ползуна компенсационным механизмом во время процесса компенсации,
8. Смазка: ведомая шестерня, подшипник головки шпинделя смазываются механическим маслом. Направляющая и винтовой стержень смазываются синхронизирующим смазочным насосом, что гарантирует звуковой эффект.
9. Защита направляющих: задние и передние направляющие станины (оси Z и X) имеют телескопическую крышку, а для направляющих колонны (приближение к шпинделю) ось Y имеет армированную защитную крышку.






















Отзывы
Отзывов пока нет.