 USD
USD CNY
CNY




Напольный расточно-фрезерный станок TOS WRD130 WRD150: Высокая производительность и точность для вашего производства
Введение
В современном машиностроении и металлообработке важную роль играют напольные расточно-фрезерные станки. Они обеспечивают высокую точность и производительность при обработке крупных деталей. Модели TOS WRD130 и WRD150 представляют собой передовые решения, созданные для удовлетворения самых высоких требований промышленного производства.
Преимущества использования
Высокая производительность
Мощный шпиндель и широкий диапазон скоростей вращения позволяют значительно сократить время выполнения операций и увеличить общий объем производства. Это особенно важно для предприятий, стремящихся к максимальной эффективности своих производственных процессов.
Универсальность применения
Напольные расточно-фрезерные станки TOS WRD130 и WRD150 подходят для обработки различных материалов, включая сталь, нержавеющую сталь, алюминий, медь и другие сплавы. Это делает их универсальными инструментами, которые могут использоваться для выполнения разнообразных задач в различных отраслях промышленности.
Надежность и долговечность
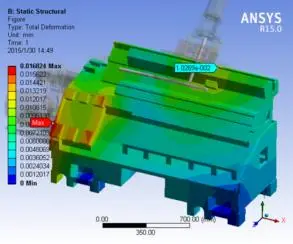
Благодаря использованию высококачественных материалов и передовых технологий, станки TOS WRD130 и WRD150 отличаются высокой надежностью и долговечностью. Это гарантирует долгий срок службы оборудования и минимальные затраты на его обслуживание.
Характеристики
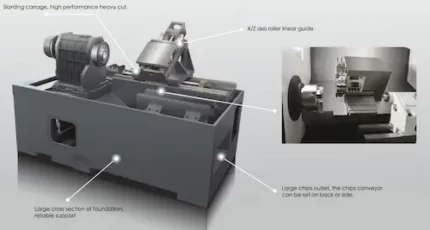
1. Вращение стола обеспечивается подшипниками скольжения с большими зубчатыми колесами, которые входят в зацепление с парой шестерен. Шестерни напрямую соединены со сдвоенным двигателем вместе с двумя планетарными редукторами с малым люфтом для устранения люфта привода по оси B за счет предварительного натяга крутящего момента, что гарантирует высокую точность вращения и привода.
2. Линейные направляющие повышенной прочности используются по осям X, Y, Z и V; сверхмощные подшипники с перекрестными роликами находятся на оси B.
3. Полностью замкнутая система обнаружения применяется по осям X, Y, Z и B с линейной и круговой решеткой. Обнаружение полузамкнутого контура выполняется по оси W с абсолютным энкодером.
4. Инструменты зажимаются тарельчатой пружиной и высвобождаются гидравлической силой, что обеспечивает удобный процесс смены инструмента. Температура подшипников шпинделя будет контролироваться в режиме реального времени. Передняя бабка уравновешивается гидравлической мощностью, а движущая сила по оси Y реализуется через двигатель и шарико-винтовую передачу. Также имеется тормозной механизм блокировки шпинделя по оси Y. Все подающие валы могут быть заблокированы с помощью системы ЧПУ, за исключением того, что по оси B применяется гидравлический зажимной механизм.
Технические параметры напольного расточно-фрезерного станка TOS WRD130 WRD150
| Main parameters | Unit | WRD130 | WRD150 |
|---|---|---|---|
| CNC system | SIEMENS 840D; FANUC 31i; HEIDENHAIN iTNC 530 | ||
| Spindle diameter | mm | 130 | 150 |
| Spindle taper | ISO50 (7:24) | ISO50 (7:24) | |
| Spindle speed (stepless) | r/min | 10-3000 | 10-2500 |
| Ram size | mm | 450×450 (18×18”) | 450×450 (18×18”) |
| Max. spindle torque | Nm | 2535 | 2460 |
| Column transverse travel (X) | mm | 5000-27000 (197-1063”) | 5000-27000 (197-1063”) |
| Headstock vertical travel (Y) | mm | 2000-4500 (79-177”) | 2000-4500 (79-177”) |
| Ram travel (Z) | mm | 1000 (39”) | 1000 (39”) |
| Spindle travel (W) | mm | 700 (28”) | 800 (32”) |
| Feed range of X, Y, Z and W | mm/min | 1-8000 | 1-8000 |
| Rapid traverse of X and Y | mm/min | 16000 | 16000 |
| Rapid traverse of Z and W | mm/min | 12000 | 12000 |
| Total power consumption | kVA | 86kVA(3ph, 380V, 50Hz) | 86kVA(3ph, 380V, 50Hz) |
| Spindle motor power | kW | 37 | 51 |
Технические параметры напольного расточно-фрезерного станка TOS WRD130 WRD150
| Tool magazine capacity | 40; 60; 80 | |
|---|---|---|
| Pitch of pocket | mm | 130 (5.1”) |
| Max. tool diameter / whole tool magazine | mm | 125 / 150 (4.9 / 5.9”) |
| Gap between adjacent pocket | mm | 250 (9.8”) |
| Max. diameter of special flat tools | mm | 390 (15”) |
| Max. tool length | mm | 400 (16”) |
| Max. tool weight | kg | 25 |
| Average tool weight | kg | 15 |
| Max. unbalance loading | kg | 80 |
| Total tool change time | sec | 20 |
Дополнительное оборудование
1. Ручная универсальная фрезерная головка: HUR50 (A);
2. Универсальная фрезерная головка: HUI50 (A);
3. Ручная вертикальная фрезерная головка: HPR50 (A);
4. Фрезерная головка вилочного типа: HV/V;
5. Облицовочная головка: LD650;
6. Прижимная угловая пластина;
7. Зажимной куб;
8. Конвейер для стружки;
9. Блок охлаждения инструмента;
10. Поворотный стол с ЧПУ.
Использование
Скользящая планшайба этого станка может подаваться в радиальном направлении, что увеличивает размер расточки, токарной обработки и нарезания канавок.
Горизонтально-расточной станок — это станок, который сверлит отверстия в горизонтальном направлении. Существует три основных типа — настольные, строгальные и напольные.
Горизонтально-сверлильный станок имеет рабочий шпиндель параллельно земле и рабочему столу. Обычно есть три линейные оси, по которым перемещаются головка инструмента и деталь. Согласно соглашению, главной осью, которая перемещает деталь к рабочему шпинделю, является ось Z с поперечной осью X и вертикальной осью Y. Рабочий шпиндель называется осью C, а если имеется поворотный стол, его центральная линия является осью B.
Горизонтально-расточные станки часто представляют собой мощные промышленные станки, используемые для черновой обработки крупных деталей, но есть и высокоточные модели. В современных станках используются передовые системы и методы компьютерного числового управления (ЧПУ).
Сверлильные операции могут выполняться не только на расточных станках, таких как токарные станки, фрезерные станки и обрабатывающие центры. Расточные станки, как и большинство других станков, можно разделить на горизонтальные и вертикальные.
Горизонтально-расточные станки предназначены для обработки деталей среднего и очень большого размера, но эти детали обычно имеют несколько прямоугольную форму, хотя они могут быть асимметричными или неправильными. Доступные режущие инструменты ограничивают только размер реза, жесткость шпинделя и доступную мощность.
Настольный тип построен на тех же принципах, что и горизонтально-фрезерные станки. Основание и колонна скреплены между собой, и колонна не двигается. Столы представляют собой тяжелые ребристые отливки, которые могут выдерживать нагрузку до 20 000 фунтов.
Размер горизонтально-расточных станков: Основным размером горизонтально-расточных станков является диаметр шпинделя. Настольные станки обычно имеют шпиндели диаметром от 3 до 6 дюймов. Большие размеры будут передавать больше мощности и, что не менее важно, шпиндель не будет провисать или отклоняться так сильно при использовании тяжелого режущего инструмента в выдвинутом состоянии. Размер дополнительно определяется размером таблицы. Хотя у каждой машины есть таблица «стандартных» размеров, можно заказать специальные размеры. Основные части горизонтально-сверлильного станка показаны ниже.
Закрепление: Закрепление с помощью зажимов, болтов или приспособлений, как и на других машинах. Поворотные столы позволяют обрабатывать все четыре грани прямоугольной детали или выполнять резку под разными углами на детали любой формы. Поворотные столы до 72 дюймов. квадратные или круглые используются для больших работ. Если необходимо обработать большую, довольно плоскую заготовку, используется угловая пластина. Заготовка крепится болтами или зажимается на угловой пластине так, чтобы «плоская» поверхность была обращена к шпинделю.
Режущие инструменты: Режущие инструменты удерживаются во вращающемся шпинделе коническим отверстием и дышлом. Чтобы ускорить процесс смены инструмента, делается одно или оба из двух действий:
• Дышло (которое плотно втягивает конусообразный держатель инструмента в отверстие шпинделя) может приводиться в действие с помощью электропривода. Таким образом, держатель затягивается или выбрасывается очень быстро.
• Используется быстросменный инструмент. Основной держатель закреплен в шпинделе. Он имеет конус, в котором инструменты могут быть закреплены за четверть до половины оборота стопорного кольца. Таким образом, оператор может изменить предустановленные инструменты за 10-30 секунд.
Скорости и подачи: Скорости и подачи охватывают широкий диапазон из-за большого разнообразия фрез, которые могут использоваться на горизонтально-расточных станках. Обычно используются скорости от 15 до 1500 об/мин и скорости подачи от 0,1 до 40 дюймов в минуту.
























Отзывы
Отзывов пока нет.