 USD
USD CNY
CNY







Токарный станок с ЧПУ с наклонной станиной ST504SC
В современном производстве высокие требования к точности, надежности и производительности оборудования являются ключевыми факторами успеха. Токарный станок с ЧПУ с наклонной станиной ST504SC представляет собой передовое решение для высокоточной обработки деталей различных материалов.
Преимущества токарного станка с ЧПУ с наклонной станиной ST504SC
Высокая точность обработки
Одним из главных преимуществ ST504SC является его высокая точность обработки. Система управления ЧПУ позволяет программировать сложные операции с минимальными погрешностями. Прецизионные направляющие и мощные приводы минимизируют вибрации и обеспечивают точность позиционирования, что особенно важно при работе с высокоточными деталями.
Повышенная производительность
Токарный станок ST504SC оснащен мощным двигателем и высокоскоростными шпинделями, что позволяет достичь высокой производительности. Быстрая смена инструментов и автоматизация большинства процессов сокращают время на выполнение операций, повышая общую эффективность производства. Возможность выполнения нескольких операций за один установ позволяет значительно увеличить объем выпускаемой продукции.
Применение токарного станка с ЧПУ с наклонной станиной ST504SC
Машиностроение
В машиностроении ST504SC используется для обработки крупных и сложных деталей, таких как валы, корпуса и другие конструктивные элементы. Высокая точность и производительность позволяют изготавливать компоненты, соответствующие строгим требованиям к качеству и надежности.
Авиастроение
В авиастроении требования к точности и качеству особенно высоки. Станок ST504SC применяется для изготовления авиационных компонентов, таких как детали двигателей и конструктивные элементы, обеспечивая высокую точность и соответствие стандартам безопасности.
Энергетика
В энергетической промышленности ST504SC используется для производства компонентов турбин, генераторов и других энергетических устройств. Надежность и точность обработки способствуют повышению эффективности.
Технические характеристики токарного станка с ЧПУ с наклонной станиной ST504SC
| Элемент | ST504SC |
| Возможности | |
| Макс. диаметр над станиной | Φ600 мм (23,6 дюйма) |
| Макс. диаметр обработки над суппортом | Φ450 мм (17,7 дюйма) |
| Макс. диаметр поворота | Φ500 мм (19,7 дюйма) |
| Макс. длина обработки | 1000 мм (39,4 дюйма) |
| Вместимость бара | Φ51 мм (2,0 дюйма) (при оснащении 10-дюймовым гидравлическим полым патроном) |
| шпиндель | |
| Выходная мощность двигателя шпинделя | 11/15кВт (инвертор) |
| Нос шпинделя | А2-6 |
| Макс. скорость вращения шпинделя | 3000 об/мин |
| Диаметр отверстия шпинделя | Φ65 мм (2,56 дюйма) |
| Размер патрона | 10 дюймов (гидравлический сплошной) |
| Перемещение по оси X/Z | |
| перемещение по оси X | 295 мм (11,6 дюйма) |
| Перемещение по оси Z | 1100 мм (43,3 дюйма) |
| Ускоренный ход оси X | 12 м/мин (472 дюймов в минуту) |
| Ускоренный ход оси Z | 16 м/мин (630 дюймов в минуту) |
| Башня | |
| Количество инструментов | 8 |
| Размер инструмента Тьюринга | 25×25мм |
| Макс. диаметр бурового инструмента | Φ40мм |
| Задняя бабка | |
| Гидравлический центр задней бабки | MT5 (живой центр) |
| Диаметр пиноли | 100 мм |
| Перо путешествия | 100 мм |
| Точность | |
| Точность позиционирования (оси X/Z) | 0,010/0,012 мм |
| Повторяемость (ось X/Z) | 0,005/0,007 мм |
| Другие | |
| Мощность | 25 кВА |
| Размер машины (Д х Ш х В) | 4750x1880x1950мм |
| Вес нетто | 4300 кг |
Оборудование
| Пункт 01 | Описания | |
| 01.01 | FANUC Oi TF | |
| 01.02 | Шпиндель с ременным приводом на 3000 об/мин (двигатель с преобразованием частоты) | |
| 01.03 | 8-позиционная гидравлическая револьверная головка (см. следующую информацию о револьверной головке) | |
| 01.04 | 10-дюймовый сплошной гидравлический патрон с 1 комплектом мягких кулачков | |
| 01.05 | Твердый гидравлический цилиндр | |
| 01.06 | Гидравлическая задняя бабка | |
| 01.07 | Гидравлическая система | |
| 01.08 | Кондиционер электрического шкафа | |
| 01.09 | Автоматический конвейер для стружки и чип-схема | |
| 01.10 | Система смазки автомобильного масла | |
| 01.11 | Трехцветный свет | |
| 01.12 | Пневматический пистолет | |
| 01.13 | Выключатель дверного замка | |
| 01.14 | Лампа освещения | |
| 01.15 | Полная защита от брызг корпуса | |
| 01.16 | Телескопические крышки |
Опции
| Пункт 02 | Описания | Примечание |
| 02.01 | СИМЕНС 828D 240 | |
| 02.02 | Магазин очередь | |
| 02.03 | Двигатель шпинделя 15/18,5 кВт | |
| 02.04 | Серводвигатель шпинделя FANUCβ | |
| 02.05 | Серводвигатель шпинделя FANUCβ15/18,5 кВт | |
| 02.06 | FANUC 0I TF 1 с серводвигателем шпинделя β | |
| 02.07 | FANUC 0I TF 1 с серводвигателем шпинделя α | |
| 02.08 | Ручная направляющая 0I | |
| 02.09 | Руководство I | для FANUC TF1 |
| 02.10 | ОБСЛУЖИВАНИЕ ДАННЫХ 2 ГБ | для FANUC TF1 |
| 02.11 | Наладчик инструмента RENISHAW | Ручной тип штекера |
| 02.12 | Наладчик инструмента RENISHAW | Тип автоматического поворота |
| 02.13 | Улавливатель автозапчастей | Тип качания |
| 02.14 | Автоматическое отключение M30 | |
| 02.15 | Скребковый конвейер для резки алюминия | |
| 16.02 | Конвейер с магнитной стружкой | |
| 02.17 | ШВП ТНК | |
| 02.18 | Коллектор масляного господина | |
| 02.19 | Автодверь (пневматическое управление) | |
| 02.20 | 2 года гарантии FANUC | |
| 21.02 | 2 года гарантии Сименс | |
| 22.02 | стандарт СЕ | |
| 23.02 | 380 В 50 Гц/415 В 50 Гц/220 В 60 Гц | |
| 24.02 | Трансформер | |
| 02.25 | Стабилизатор напряжения | |
| 26.02 | Интерфейс устройства подачи прутка | |
| 27.02 | Автоподатчик прутка диаметром 26 мм, длиной 3000 мм | |
| 28.02 | Автоподатчик прутка диаметром 65 мм, длиной 1500 мм, DH65L | |
| 02.29 | Автоподатчик прутка диаметром 65 мм, длиной 1250 мм, DH65 | |
| 02.30 | Гидравлический пружинный зажим задней бабки | Зажим корпуса задней бабки гидравлической пружиной |
| 02.31 | Линейная шкала оси X/Z | |
| 02.32 | 8-позиционная сервоприводная головка, 25X25, высота центра 80 мм | ЛиоШинг, |
| 02.33 | 12-позиционная револьверная головка с сервоприводом, 25X25, высота центра 100 мм. | ЛиоШинг, |
| 02.34 | 12-позиционная револьверная головка с сервоприводом, 20X20, высота центра 80 мм. | ЛиоШинг, |
| 02.35 | 12-позиционная гидравлическая револьверная головка, 20X20, высота центра 80 мм. | ЛиоШинг, изменение рабочего диапазона |
| 02.36 | 12-позиционная гидравлическая револьверная головка, 25X25, высота центра 100 мм. | ЛиоШинг, изменение рабочего диапазона |
| 02.37 | ||
| 02.38 | Гидравлический люнет (20—120 мм) | |
| 02.39 | Гидравлический люнет (20—165 мм) | |
| 02.40 | Гидравлический люнет (50—200 мм) | |
| 02.41 | Ручной люнет открытого типа (50—200 мм) | |
| 02.42 | 10-дюймовый полый патрон | |
| 02.43 | 10-дюймовый полый цилиндр | |
| 02.44 | цельный патрон 12 дюймов | |
| 02.45 | сплошной цилиндр 12 дюймов | |
| 02.46 | 12-дюймовый полый патрон | |
| 02.47 | 12-дюймовый полый цилиндр | |
| 02.48 | Мягкая губка 10-дюймового патрона | |
| 02.49 | Жесткий кулачок 10-дюймового патрона | |
| 02.50 | Мягкая губка 12-дюймового патрона | |
| 02.51 | Жесткий кулачок 12-дюймового патрона | |
| 02.52 | Ручной 10-дюймовый патрон | Замена гидравлического патрона на ручной патрон |
| 02.53 | Ручной 12-дюймовый патрон | Замена гидравлического патрона на ручной патрон |
| 02.54 | Подшипник шпинделя FAG вместо NSK, 4000 об/мин, 65/51 мм | |
| 02.55 | Диаметр шпинделя A2-8 92 мм, диаметр прутка 74 мм, 2800 об/мин. | Необходимо применить 10-дюймовый патрон и цилиндр, не включая патрон и цилиндр |
| 02.56 | Диаметр шпинделя A2-8 106 мм, диаметр прутка 90 мм, 2500 об/мин. | Необходимо применить 12-дюймовый патрон и цилиндр, не включая патрон и цилиндр |
| 02.57 | Диаметр шпинделя A2-8 106 мм, диаметр стержня 92 мм, 2500 об/мин. | Включая более крупный 12-дюймовый патрон и цилиндр |
| 02.58 | коробка передач ЗФ | Нужен больший диаметр шпинделя |
| 02.59 | Коробка передач ZF и серводвигатель FANNUC 15/18,5 кВт, шпиндель A2-8, отверстие шпинделя 106 мм, диаметр прутка 90 мм, 2000 об/мин | Включая 12-дюймовый патрон и цилиндр, P2091 |
| 02.60 | Коробка передач ZF и серводвигатель FANNUC 15/18,5 кВт, шпиндель A2-8, отверстие шпинделя 106 мм, диаметр прутка 92 мм, 2000 об/мин | Включая более крупный 12-дюймовый патрон и цилиндр |
| 02.61 | Кондиционер электрического шкафа | |
| 02.62 | Бесконтактный переключатель | |
| 02.63 | Электрический выключатель для двери | |
| 02.64 | Датчик уровня охлаждающей жидкости в бачке охлаждающей жидкости | |
| 02.65 | Снять конвейер для стружки | |
| 02.66 | Руководство по эксплуатации контроллера ЧПУ | |
| 02.67 | Транспортер стружки с левой стороны | |
| 02.68 | Водный пистолет | Поменяйте заднюю сторону на правую |
| 02.69 | миль на галлон | |
| 02.70 | СОЖ под высоким давлением 5 МПа через револьверную головку | Не включает держатель бурового инструмента U |
| 02.71 | СОЖ высокого давления 1 МПа | Не включает держатель бурового инструмента U |
| 02.72 | СОЖ высокого давления 2 МПа | |
| 02.73 | Двухступенчатый гидравлический клапан давления |
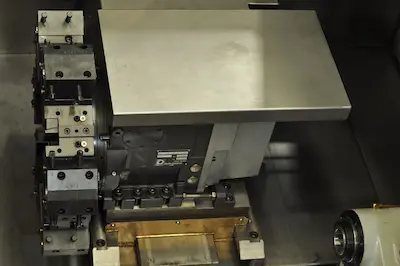
ST504SC с наклонной станиной предназначен для втулок токарной обработки малогабаритных токарных станков с ЧПУ. Может обрабатываться внутри и снаружи цилиндрическая поверхность, коническая поверхность, ступенчатая поверхность, канавка, сферическая и другие различные вращающиеся поверхности, вы можете обрабатывать различные наружные и внутренние резьбы внутри и снаружи. Для адаптации к мелкосерийному и единичному производству также можно использовать сложные детали серийного производства, которые широко используются в производстве подшипников.
Интеграл
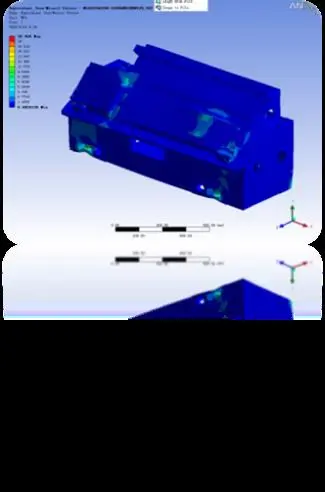
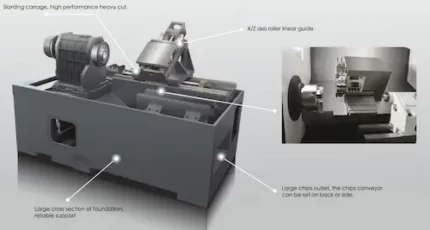
Станок для станка, электричество, жидкостная интегрированная компоновка, общая наклонная станина 45 °, компактная конструкция, высокая жесткость, гладкая стружка, простота в эксплуатации и т. Д .; Тип рельса для направляющей качения, приводные детали с использованием высокоскоростного бесшумного шарикового винта, высокая скорость, меньше тепла, высокая точность позиционирования преимуществ станков для всей закрытой защиты, автоматическое удаление стружки, автоматическая смазка, автоматическое охлаждение.
Спецификация контроллера FANUC 0i TF
| ● Стандарт○ Дополнительно XN/A | ||||||
| Спецификация | 0I-ТФ Плюс | |||||
| Тип 1 | Тип 5 | |||||
| 1 | Управляемая ось | Управляемые оси | 4 | 4 | ||
| 2 | Управление осями с помощью PMC | ● | ● | |||
| 3 | Контроль крутящего момента | ● | ● | |||
| 4 | Преобразование дюймов в метры | ● | ● | |||
| 5 | Проверка сохраненного лимита перед перемещением | ● | ● | |||
| 6 | Функция обнаружения непредвиденных возмущающих моментов | ● | ● | |||
| 7 | Позиционный переключатель | ● | ● | |||
| 8 | Операция | Работа DNC с картой памяти | ● | ● | ||
| 9 | Обработка прерывания | ● | ● | |||
| 10 | Ручной возврат рукоятки | ○ | ○ | |||
| 11 | Функции интерполяции | Нано интерполяция | ● | ● | ||
| 12 | Линейная интерполяция | ● | ● | |||
| 13 | Круговая интерполяция | ● | ● | |||
| 14 | Спиральная интерполяция | ○ | Икс | |||
| 15 | Нарезка резьбы, синхронная резка | ● | ● | |||
| 16 | Отвод резьбы | ● | ● | |||
| 17 | Непрерывная заправка | ● | ● | |||
| 18 | Скоростной пропуск | Входной сигнал 8 точек. | ● | ● | ||
| 19 | Возврат во 2-е референтное положение | G30 | ● | ● | ||
| 20 | Функция подачи | Контурное управление AI I | ○ | ○ | ||
| 21 | Контурное управление AI II | ○ | Икс | |||
| 22 | Перекрытие блока ускоренного хода | ● | ● | |||
| 23 | Ввод программы | Необязательный пропуск блока | 9 штук | ● | ○ | |
| 24 | Абсолютное/инкрементное программирование | Совместное использование в одном блоке | ● | ● | ||
| 25 | Программирование диаметра/радиуса | ● | ● | |||
| 26 | Автоматическая установка системы координат | ● | ● | |||
| 27 | Система координат заготовки | Г52 — Г59 | ● | ● | ||
| 28 | Снятие фаски/угол R | ● | ● | |||
| 29 | Пользовательский макрос | ● | ● | |||
| 30 | Добавление пользовательских общих переменных макроса | #100 — #199, #500 — #999 | ● | ● | ||
| 31 | Пользовательский макрос типа прерывания | ● | ○ | |||
| 32 | Постоянный цикл | ● | ● | |||
| 33 | Несколько повторяющихся циклов | ● | ● | |||
| 34 | Несколько повторяющихся циклов II | Карманный профиль | ● | ● | ||
| 35 | Постоянный цикл сверления | ● | ● | |||
| 36 | Сдвиг системы координат | ● | ● | |||
| 37 | Прямой ввод смещения системы координат | ● | ● | |||
| 38 | Ввод данных шаблона | ● | ○ | |||
| 39 | Функция руководства по эксплуатации | Руководство по эксплуатации я | ○ | Икс | ||
| 40 | Руководство по эксплуатации 0i | ○ | ○ | |||
| 41 | Вспомогательная функция/ функция скорости шпинделя | Постоянный контроль скорости поверхности | ● | ● | ||
| 42 | Жесткий кран | ● | ● | |||
| 43 | Произвольная скорость резьбы | ○ | ○ | |||
| 44 | Пары смещения инструмента | 128 пар | ● | ● | ||
| 45 | Пары смещения инструмента | 200 пар | ○ | Икс | ||
| 46 | Коррекция радиуса инструмента/радиуса вершины инструмента | ● | ● | |||
| 47 | Геометрия инструмента/компенсация износа | ● | ● | |||
| 48 | Автоматическая коррекция инструмента | ● | ○ | |||
| 49 | Прямой ввод измеренного значения смещения B | ● | ○ | |||
| 50 | Управление сроком службы инструмента | ● | ● | |||
| 51 | Функция компенсации точности | Компенсация люфта для каждого ускоренного хода и рабочей подачи | ● | ● | ||
| 52 | Ввод общего значения компенсации сохраненной ошибки основного тона | ○ | ○ | |||
| 53 | Операция редактирования | (Укажите общий размер памяти программы обработки детали для каждого пути.) Количество регистрируемых программ |
2Мбайт | ● | ● | |
| расширение 1 : Макс. 1000 программ | ● | ● | ||||
| 54 | Воспроизведение | ● | ● | |||
| 55 | Ввод/вывод данных | Быстрый сервер данных | ○ | Икс | ||
| 56 | Ввод внешних данных | ● | ● | |||
| 57 | Вход/выход карты памяти | ● | ● | |||
| 58 | Вход/выход USB-накопителя | ● | ● | |||
| 59 | Автоматическое резервное копирование данных | ● | ● | |||
| 60 | Функция интерфейса | Встроенный Ethernet | ● | ● | ||
| 61 | Быстрый Ethernet | ○ | ○ | |||
| 62 | Другие | Дисплей | 10,4-дюймовый цветной ЖК-дисплей | ● | ● | |
| 63 | Интерфейс робота | Интерфейс робота с модулем ввода/вывода PMC | ○ | ○ | ||
| 64 | Интерфейс робота с PROFIBUS-DP/PROFINET-DP | ○ | ○ | |||
Спецификация контроллера Сименс
| ● Стандарт ○ Дополнительно XN/A | ||||||
| Нет. | Элемент | Спец. | S828D | |||
| SW24x | SW26x | SW28x | ||||
| 1 | Управляемая ось | Управляемые оси | 2 оси | Х, Я | Х, Я | Х, Я |
| 2 | Дополнительные управляемые оси | 5 | 6+2 | 10+2 | ||
| 3 | Наименьшее приращение команды | 0,001 мм (0,0001 дюйма) | ● | ● | ● | |
| 4 | Наименьшее приращение ввода | 0,001 мм (0,0001 дюйма) | ● | ● | ● | |
| 5 | Перемещение к фиксированной остановке с помощью Force Control | ○ | ○ | ○ | ||
| 6 | Интерполяция и функция подачи | Возврат к контрольной точке | G75 FP=1 | ● | ● | ● |
| 7 | Возврат 2-й опорной точки | G75 FP=2 | ● | ● | ● | |
| 8 | Скорость подачи с обратной зависимостью от времени | G93 | ● | ● | ● | |
| 9 | Спиральная интерполяция | ● | ● | ● | ||
| 10 | Полиномиальная интерполяция | Икс | Икс | Икс | ||
| 11 | Сплайн-интерполяция (сплайны A, B и C) | ○ | ○ | ○ | ||
| 12 | Отдельная скорость подачи по траектории для закруглений и фасок | ● | ● | ● | ||
| 13 | Ускорение с ограничением рывков | ● | ● | ● | ||
| 14 | Компрессор для 3-х осевой обработки COMPCAD | Икс | Икс | Икс | ||
| 15 | Температурная компенсация | ● | ● | ● | ||
| 16 | Look Ahead, записанные кадры программы обработки детали: | Превращение | 1 | 1 | 1 | |
| 17 | ||||||
| 18 | Look Ahead, блоки IPO, буферизованные: | Превращение | 1 | 1 | 1 | |
| 19 | ||||||
| 20 | Декартово перемещение точка-точка (PTP) | ● | ● | ● | ||
| 21 | TRANSMIT/преобразование поверхности цилиндра | ○ | ○ | ○ | ||
| 22 | Функция шпинделя | Нарезание резьбы с компенсационным патроном/жесткое нарезание резьбы | ● | ● | ● | |
| 23 | Функция инструмента | Коррекция радиуса инструмента в плоскости | ● | ● | ● | |
| 24 | Количество инструментов/режущих кромок в списке инструментов | 128/256 | 256/512 | 768/1536 | ||
| 25 | Компенсация длины инструмента | ● | ● | ● | ||
| 26 | Работа с управлением инструментом | ○ | ○ | ○ | ||
| 27 | Список инструментов | ● | ● | ● | ||
| 28 | Сменные инструменты для управления инструментами | ○ | ○ | ○ | ||
| 29 | Мониторинг стойкости инструмента и количества деталей | ● | ● | ● | ||
| 30 | Ручное измерение смещения инструмента | ● | ● | ● | ||
| 31 | Список журналов | ● | ● | ● | ||
| 32 | Функция программирования и редактирования | Количество уровней для пропуска блоков 2 | ● | ● | ● | |
| 33 | Количество уровней для пропуска блоков 10 | ○ | ○ | ○ | ||
| 34 | Управление программами/заготовками | На дополнительной сменной CF-карте | ● | ● | ● | |
| 35 | На USB-носителе (например, на диске, USB-накопителе) | ● | ● | ● | ||
| 36 | На сетевом диске | ○ | ○ | ○ | ||
| 37 | Редактор программ | Поддержка программирования для программы циклов (Руководство по программе) | ● | ● | ● | |
| 38 | Редактор ЧПУ с функциями редактирования: выбрать, скопировать, удалить | ● | ● | ● | ||
| 39 | Программирование графики/свободный ввод контура (контурный калькулятор) | ● | ● | ● | ||
| 40 | Программирование шагов обработки ShopTurn | ○ | ○ | ○ | ||
| 41 | Технологические циклы сверления/фрезерования | ● | ● | ● | ||
| 42 | Цикл удаления припуска без контура и островков фрезерования карманов | ○ | ● | ● | ||
| 43 | Обнаружение остаточного материала | ○ | ○ | ○ | ||
| 44 | Защита доступа для циклов | ○ | ○ | ○ | ||
| 45 | Поддержка программирования может быть расширена, например, циклы клиента | ● | ● | ● | ||
| 46 | 2D-моделирование | ● | ● | ● | ||
| 47 | 3D-моделирование, готовая деталь | ○ | ○ | ○ | ||
| 48 | ДРУГИЕ ФУНКЦИИ (работа, настройка и отображение и т. д.) |
Переключение: дюймовый/метрический | ● | ● | ● | |
| 49 | Ручное измерение нуля/рабочего смещения | ● | ● | ● | ||
| 50 | Автоматическое измерение инструмента/детали | ● | ● | ● | ||
| 51 | Подход к референтной точке, автоматический/через программу ЧПУ | ● | ● | ● | ||
| 52 | Выполнение через интерфейс USB или CF-карты на передней панели оператора | ● | ● | ● | ||
| 53 | Выполнение с сетевого диска | ○ | ○ | ○ | ||
| 54 | 10,4-дюймовый цветной дисплей | ● | ● | ● | ||
| 55 | 15,0-дюймовый цветной дисплей | ○ | ○ | ○ | ||
| 56 | Тревоги и сообщения | ● | ● | ● | ||
| 57 | Автоматические циклы измерения | ○ | ○ | ○ | ||

























Отзывы
Отзывов пока нет.