 USD
USD CNY
CNY






Вертикальный токарно-револьверный станок с ЧПУ VTL-60LS: Высокая производительность и точность обработки
Вертикальный токарно-револьверный станок с ЧПУ VTL-60LS представляет собой передовое оборудование, предназначенное для высокоточной обработки различных деталей. Благодаря своим уникальным характеристикам и высокому уровню автоматизации, этот станок является незаменимым инструментом для современных производственных предприятий.
Основные особенности и преимущества VTL-60LS
1. Высококачественные материалы:
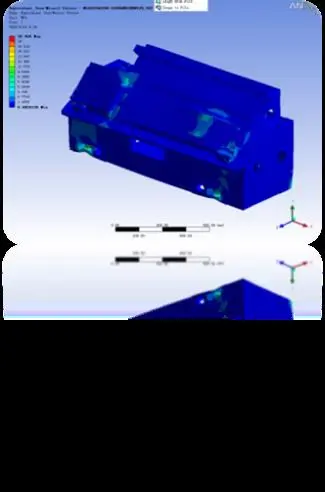
- Основные компоненты, такие как база, колонна, плита скольжения колонны и ползун, изготовлены из высококачественного серого чугуна (HT300). Рациональная компоновка ребер и термическая обработка каждого компонента обеспечивают высокую прочность, долговременную точность и стабильность станка.
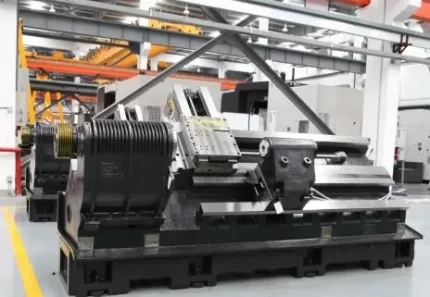
2. Двойная колонная конструкция:
- Станок оснащен двумя колоннами, двумя плитами скольжения колонн и ползунами на базе. Двигатель размещен между колоннами, что эффективно экономит пространство и уменьшает занимаемую площадь. Двойные колонны позволяют одновременно выполнять черновую и чистовую обработку, что значительно повышает производительность и снижает производственные затраты.
3. Высокая точность обработки:
- Шпиндельный узел станка обеспечивает высокую точность и низкую шероховатость обрабатываемых поверхностей. Внутренние подшипники шпиндельного узла смазываются специальной смазкой, что упрощает установку и обслуживание, снижает эксплуатационные расходы и повышает стабильность работы при высоких скоростях.
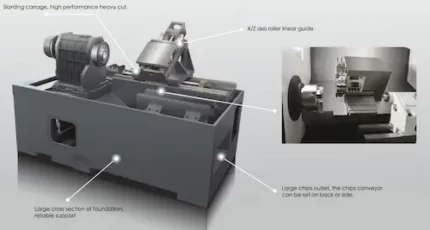
4. Ультравысокая жесткость и нагрузочная способность:
- Станок использует роликовые линейные направляющие, которые обладают ультравысокой жесткостью и нагрузочной способностью, что значительно улучшает позиционирование и несущую способность вертикальных и горизонтальных подач.
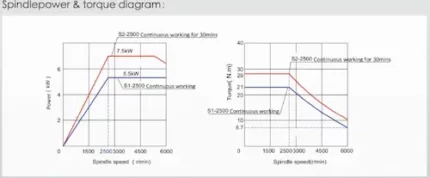
5. Широкий диапазон скоростей:
- Шпиндельный шкив и шкив сервомотора ЧПУ соединены напрямую ремнем. Сервомотор обеспечивает плавное изменение скорости и широкий диапазон скоростей, удовлетворяя различные требования к черновой и чистовой обработке.
6. Автоматическое управление подачами:
- Вертикальные и горизонтальные подачи управляются сервомоторами и защищены стальными кожухами. Оба конца шарикового винта поддерживаются специальными подшипниками, что значительно улучшает и гарантирует точность обработки.
7. Автоматическая система смазки:
- Электрический масляный насос автоматически смазывает каждую часть станка в прерывистом режиме, что продлевает срок службы направляющих и шариковых винтов.
8. Гибкость инструментального оснащения:
- Двойной колонный держатель может использовать двойную горизонтальную ЧПУ револьверную головку, одиночную горизонтальную револьверную головку с одно- или двухрядными инструментами. Быстрая смена инструмента сокращает время обработки и значительно повышает производительность.
9. Дополнительные опции:
- Верхний конец шпинделя может быть оснащен дисковым столом или гидравлическим патроном по требованию пользователя. Нижний конец шпинделя оснащен вращающимся масляным цилиндром, который может управлять прижимом оснастки или гидравлическим патроном, что снижает трудоемкость и повышает эффективность работы.
Применение
Вертикальный токарно-револьверный станок с ЧПУ VTL-60LS идеально подходит для обработки различных деталей в таких отраслях, как автомобилестроение, машиностроение и производство инструментов. Высокая точность, надежность и автоматизация обеспечивают оптимальные результаты и минимальные производственные затраты.
Преимущества использования VTL-60LS:
- Высокая производительность: Одновременная черновая и чистовая обработка значительно повышает производительность.
- Простота в эксплуатации: Микрокомпьютерное управление и автоматическая система смазки облегчают эксплуатацию и обслуживание.
- Высокая точность: Использование качественных материалов и передовых технологий гарантирует высокую точность обработки.
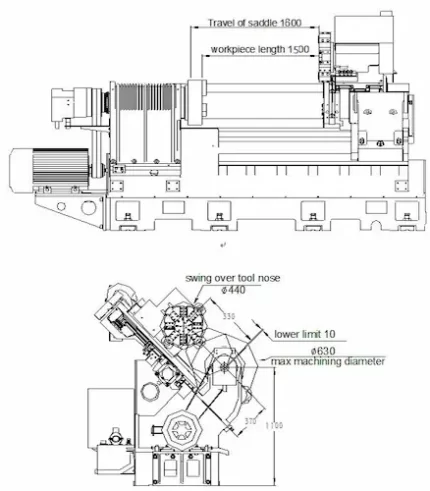
ПАРАМЕТРЫ ВЕРТИКАЛЬНОГО ТОКАРНО-РЕВОЛЬВЕРНОГО СТАНКА с ЧПУ VTL-60LS / VTL-60LS
| Name | CNC Vertical Turning and Milling Machine | Double Tool Post CNC Vertical Lathe |
| Model | VTL-65LS | VTL-60LS |
| System | GSK 988TD | Siemens 828D |
| Travel | ||
| X axis | 300mm/300mm | 300mm/300mm |
| Z axis | 600mm/600mm | 650mm/650mm |
| Capacity | ||
| Max. Swing over bed | Φ750mm | Φ800mm |
| Max. turning diameter | Φ650mm | Φ600mm |
| Spindle | ||
| Spindle speeds | 50~1500rpm(timing belt) | 50~1000rpm |
| Spindle motor power | 18.5Kw(direct connection) | 22Kw(direct connection) |
| Spindle head type | A2-8 | A2-8 |
| Spindle bearing | NSK | NSK |
| Spindle hardness | HRC58-62 | HRC58-62 |
| Reduction ratio | / | |
| Chuck & Automatic Tool Changer | ||
| Tool holder | Horizontal eight-station turret | Horizontal eight-station, row knife |
| Chuck | Φ500 | φ500 |
| Slide Way | ||
| X-axis rolling linear guide | 45mm | 45mm |
| Z-axis rolling linear guide | 45mm | 45mm |
| Ball Screw | ||
| Ball screw accuracy | Class C3 | Class C3 |
| Ball screw diameter | X1、Z1:φ50/X2、Z2:φ40 | X、Z:φ50 |
| Screw bearing | NSK | NSK |
| Control System | ||
| X axis motor | 18NM | 22NM |
| Z axis motor | 18NM | 22NM |
| Feed Rate | ||
| X Z axis rapid feed rate | 16m/min | 16m/min |
| Accuracy | ||
| Repeat positioning | 0.008mm | 0.007mm |
| Positioning | 0.012mm | 0.01mm |
| Axial runout of spindle end | 0.005mm | 0.008mm |
| Spindle centering shaft radial runout | 0.005mm | 0.005mm |
| Cutting feed rate | ||
| Least input increment | 0.001mm | 0.001mm |
| Power Require | ||
| Power source | 3¢-AC 380V 50Hz±5% | 3¢-AC 380V 50Hz±5% |
| Others | ||
| Cross weight | 11T | 11T |
Базовая комплектация:
Система ЧПУ
Шпиндельный узел
Подшипник шпинделя
Драйвер сервера
Серводвигатель шпинделя
Сервопривод X/Z
Направляющая рейка, ходовой винт
Держатель сервоинструмента
Гидравлический поворотный цилиндр
Гидравлическая станция
Рабочая лампа
Электрическое устройство
Удаление стружки
Полностью закрытый защитный кожух
Дополнительное оборудование
Система ЧПУ: Siemens/FANUC и т.д.
Револьверная головка






















Отзывы
Отзывов пока нет.