 USD
USD CNY
CNY



Станок для шлифовки коленвалов с ЧПУ MK8480: Идеальный выбор для точной обработки
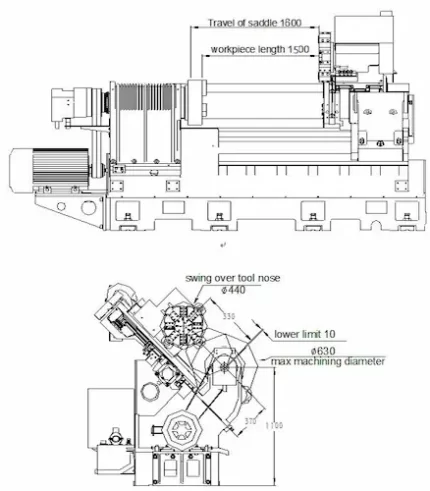
Станок для шлифовки валов с ЧПУ MK8480 представляет собой высокотехнологичное оборудование, предназначенное для выполнения различных задач по шлифовке цилиндрических и конических поверхностей валов, а также поверхностей валов с выпуклыми и вогнутыми кривыми, включая CVC-кривые и другие пользовательские кривые. Этот станок подходит для обработки валов в металлургической, бумажной, резиновой и других отраслях промышленности.
Основные преимущества станка MK8480:
-
Разделенная структура станка:
- Общая компоновка станка выполнена с разделением на кровать для заготовок и кровать для каретки, что позволяет избежать влияния веса и движения заготовки на точность шлифования. Это обеспечивает стабильность процесса шлифовки.
-
Высокая точность направляющих:
- Направляющие кровати каретки выполнены в виде структуры «V-плоскость», что обеспечивает отличную точность направляющих. Использование технологии статического давления обеспечивает высокую износостойкость и сохранение точности.
-
Прочное и устойчивое основание:
- Кровать станка спроектирована с использованием метода конечных элементов, с разумной компоновкой ребер жесткости. Материал кровати — высококачественный серый чугун, обладающий высокой жесткостью и стабильностью. Это обеспечивает отличную жесткость, виброустойчивость и сопротивление деформации сечения.
-
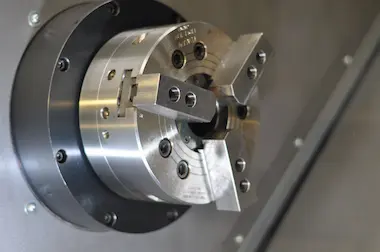
Головка и задняя бабка:
- Головка приводится в движение высокопроизводительным DC-мотором, который обеспечивает большой стартовый крутящий момент и хорошие характеристики на низких скоростях. Задняя бабка состоит из верхнего и нижнего корпусов, что удобно для точной настройки в горизонтальном направлении. Перемещение задней бабки осуществляется вручную и автоматически, что позволяет достичь высокой точности.
-
Шлифовальная головка:
- Шлифовальная головка — это один из ключевых компонентов станка MK8480. Ее точность вращения и стабильность движения напрямую влияют на качество шлифовки поверхности заготовки.
-
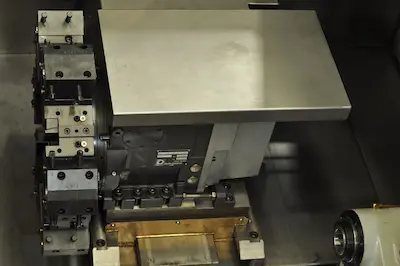
Большая каретка:
- Направляющие большой каретки также выполнены в виде структуры «V-плоскость» и используют технологию пластикового статического давления. Масляный насос подает масло в несколько масляных камер, что обеспечивает хорошую низкоскоростную характеристику движения, устраняет ползучесть и обеспечивает высокую точность движения без износа.
-
Система управления и приводы:
- Продольное перемещение (ось Z) каретки осуществляется двойными серводвигателями переменного тока, соединенными с высокоточным редуктором для привода высокоточной зубчатой рейки. Это обеспечивает плавное и точное управление перемещением.
ПАРАМЕТРЫ СТАНКА ДЛЯ ШЛИФОВКИ ВАЛОВ С ЧПУ MK8480
| Main specifications | unit | MK8480 | MK84100/125 | MK84160/200 |
| Max.grinding diameter | mm | 800 | 1000/1250 | 1600/2000 |
| Min.grinding diameter | mm | 120 | 150/200 | 300/400 |
| Max.load of center rest | ton | 12 | 20/25 | 32~ 63 |
| Steady rest | mm | |||
| Convex(concave)(in radial) | mm | 1.5 | 1.5 | 1.5 |
| Bed width | mm | Workpiece bed 725+
Carriage bed 810 |
Workpiece bed 1100+
Carriage bed 1040 |
Workpiece bed 1320+
Carriage bed 1320+ |
| Spindle speed | rpm | 8~ 80 | 6~ 60 | 4~ 40 |
| Power of workpiece motor | kw | 45 | 55/75 | 75/90 |
| Power of grinding- wheel motor | kw | 45 | 55/75 | 75/90 |
| Machine weight of 5 meters | kg | 38000 | 56000/62000 | 110000/128000 |
| Add weight per meter | kg | 3000 | 3500 | 5000 |
| Machine outline size of 3 meters | L* w * h | 11500x3800x2600 | 12500x4600x2900
13500x5100x3100 |
14000x5300x3200
14000x5500x3300 |























Отзывы
Отзывов пока нет.